Original design / part idea
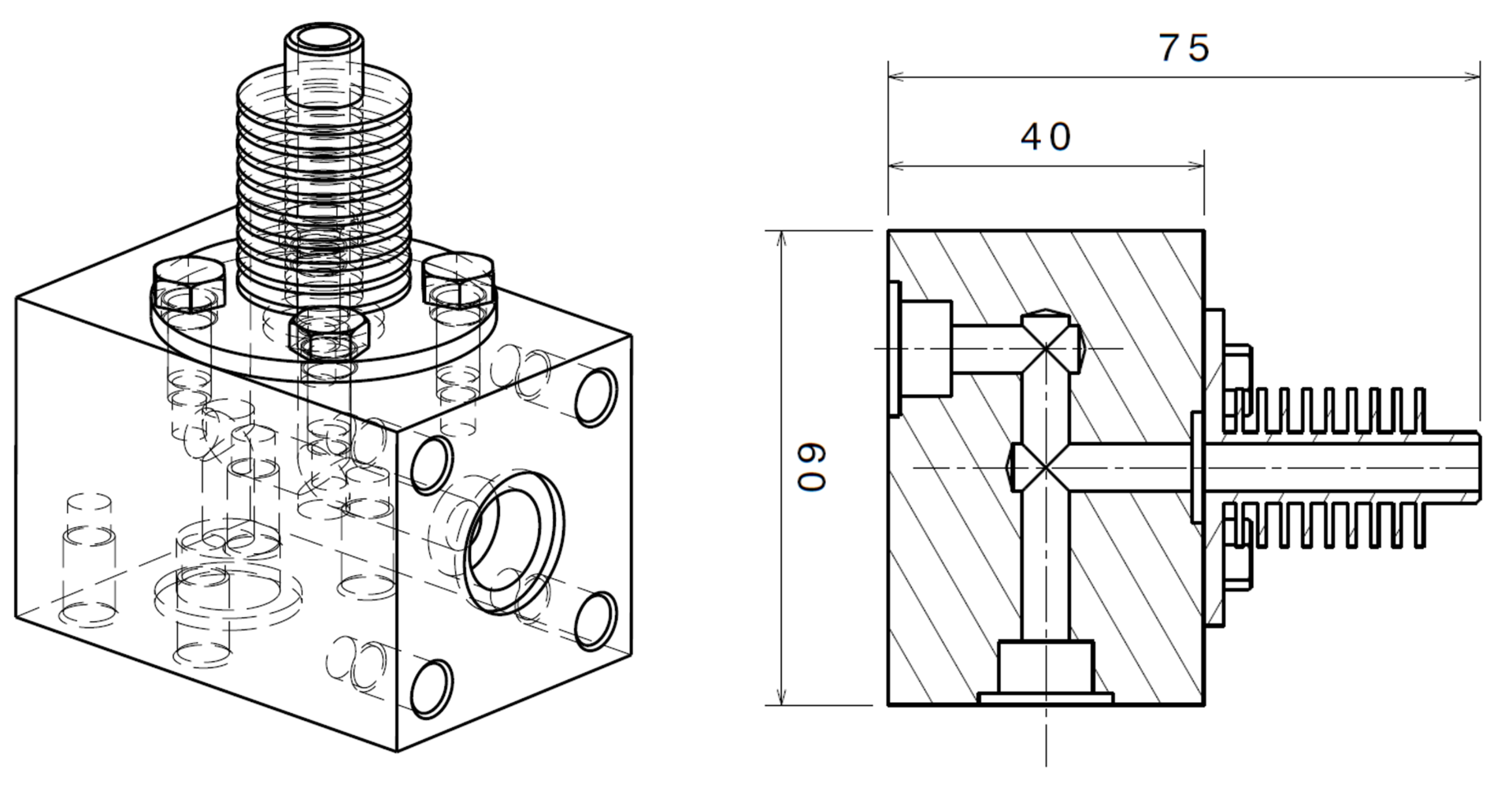
The AM design process can both be applied to existing designs or ideas and concepts for new parts.
1Analyze functionality and integration potential
The starting point of the AM design process should always be the functionality of the part.
- What are you trying to achieve with this application?
- How would the part look like if there were absolutely no design restrictions?
- Which parts are connected to the application and can they be integrated into the design?
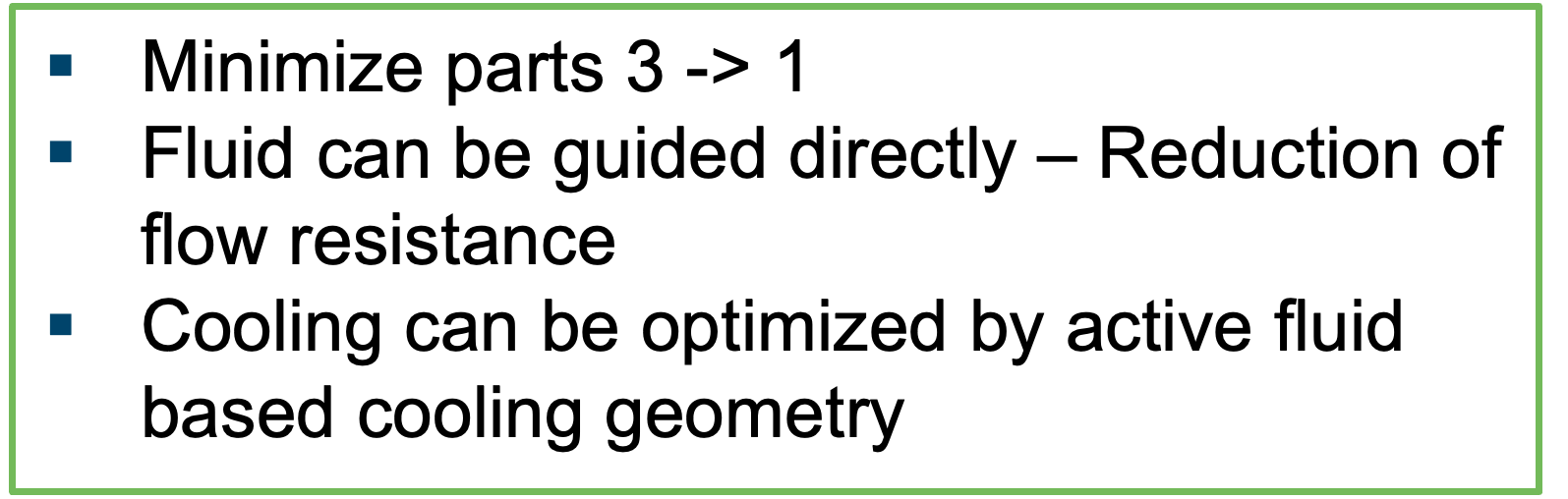
Create new solutions and designs
Creating new solutions and ideas is probably the most important step.
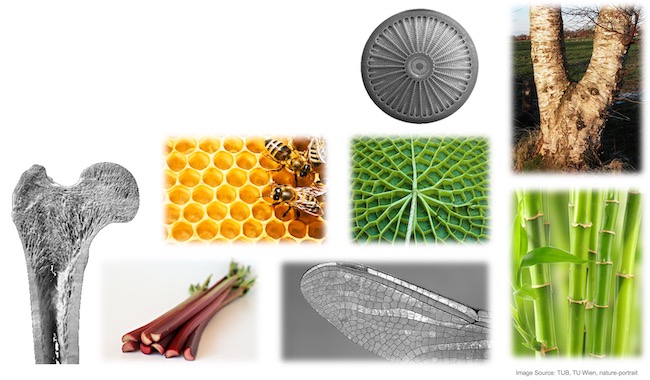
- Use creative design methods.e.g. Design Thinking, biomimicry).
- Do not judge crazy or bold design suggestions.
- Build upon the concepts of others.
Define non-design areas
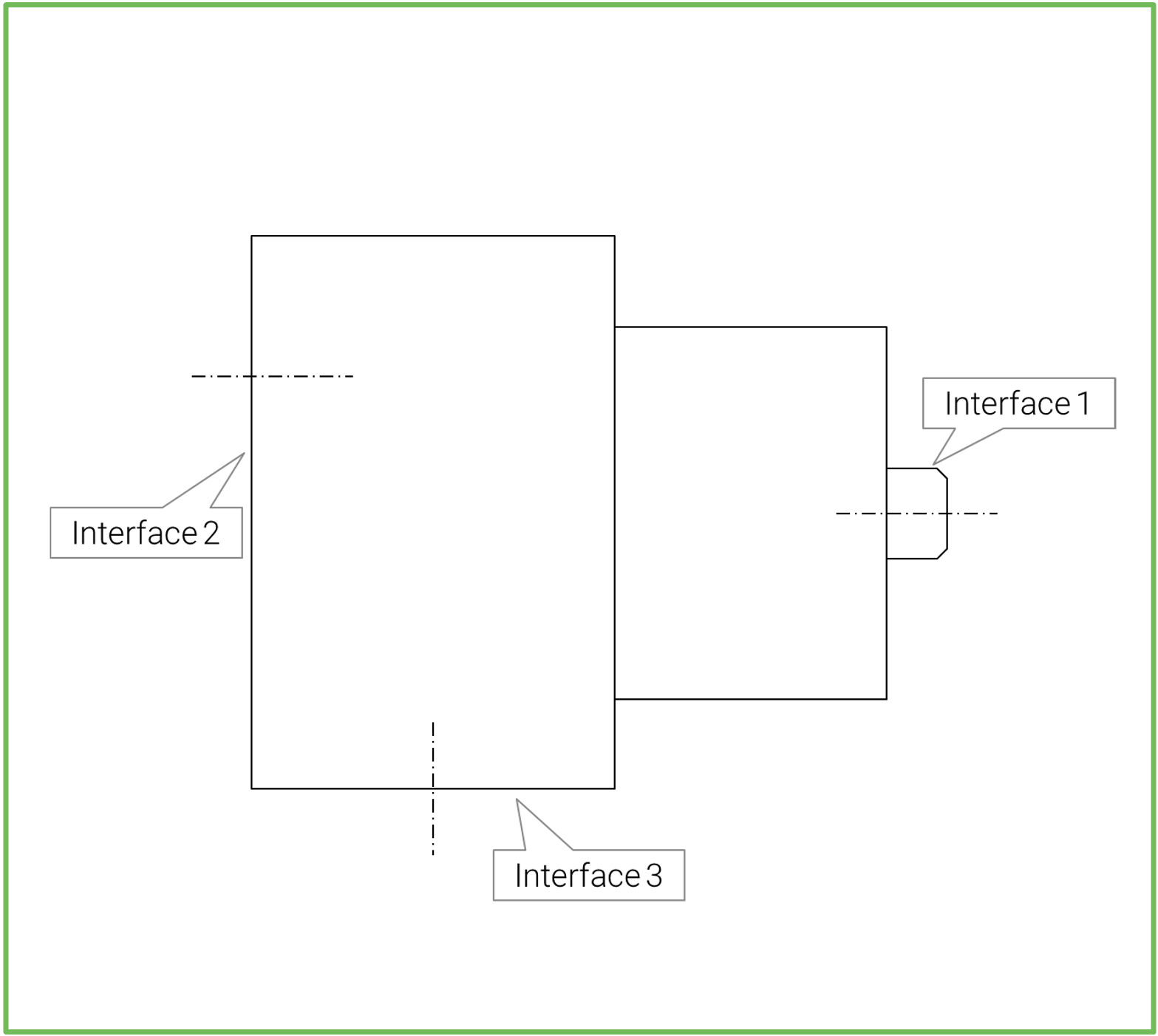
Define the boundary conditions and areas of the part that are fixed and cannot be changed.
4Define AM part orientation
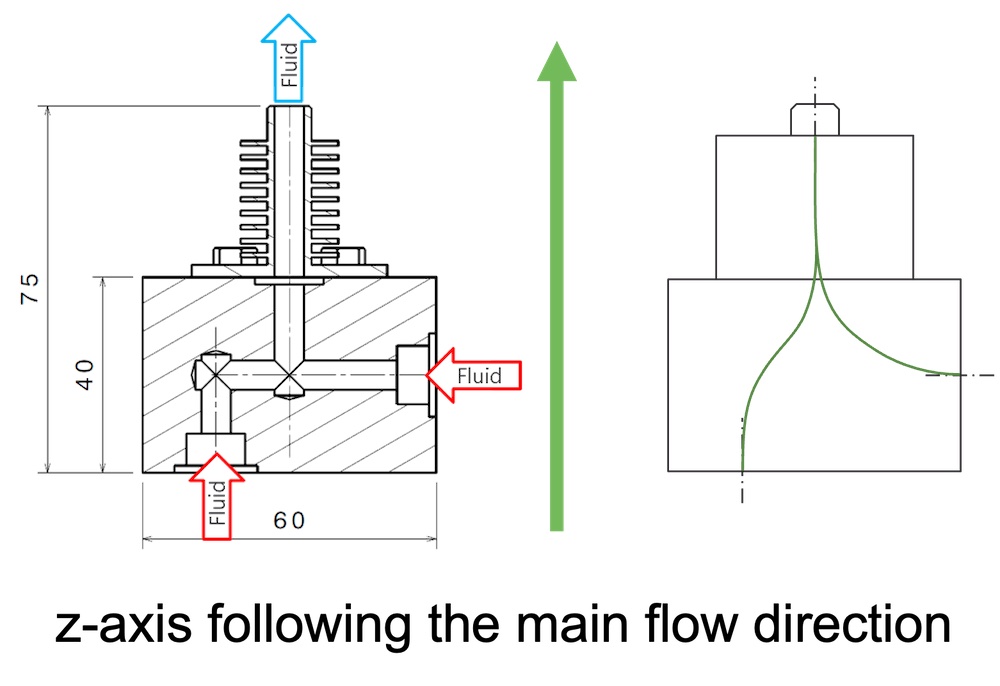
Defining the orientation is the first step when it comes to the actual design of the AM part. The orientation will influence all other design features.
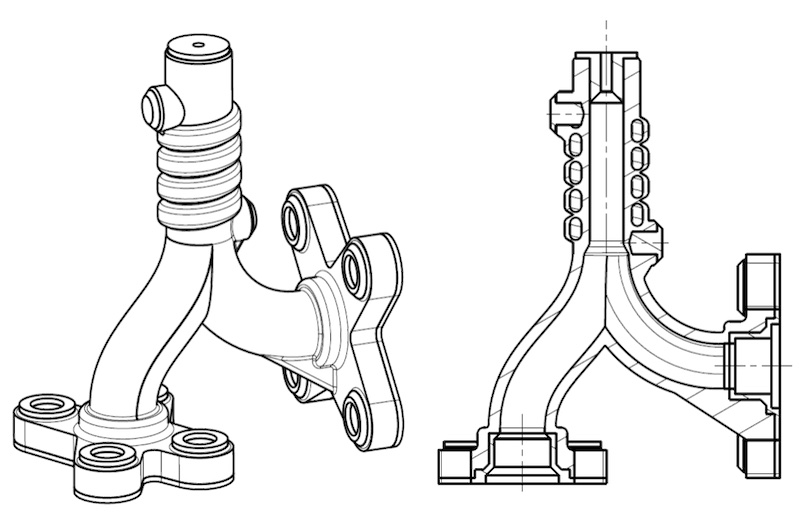
5Design AM part geometry
Once the orientation is fixed and non-design areas are defined, the actual AM part geometry needs to be designed.
Technology-specific guidelines will help you during this phase.
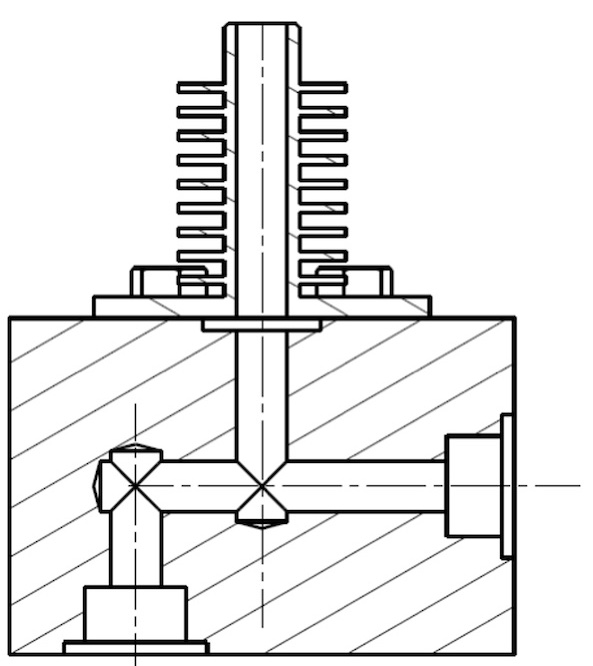
6Add post processing offsets

Define which areas will require post processing and add machining allowances to the surfaces.
This usually requires having a discussion with the machining company.
7