Eine kurze Einführung in die Additive Fertigung





AM bietet das Potenzial, die Zeit bis zur Marktreife erheblich zu verkürzen. Die Möglichkeit, verschiedene Designs schnell zu iterieren, und die Tatsache, dass das CAD-Modell direkt als Produktionsdaten fungiert, beschleunigen den Entwicklungsprozess.
Gleichzeitig entfällt die Herstellung von Werkzeugen, was die Entwicklungszeit für neue Produkte von mehreren Monaten auf Wochen verkürzen kann.
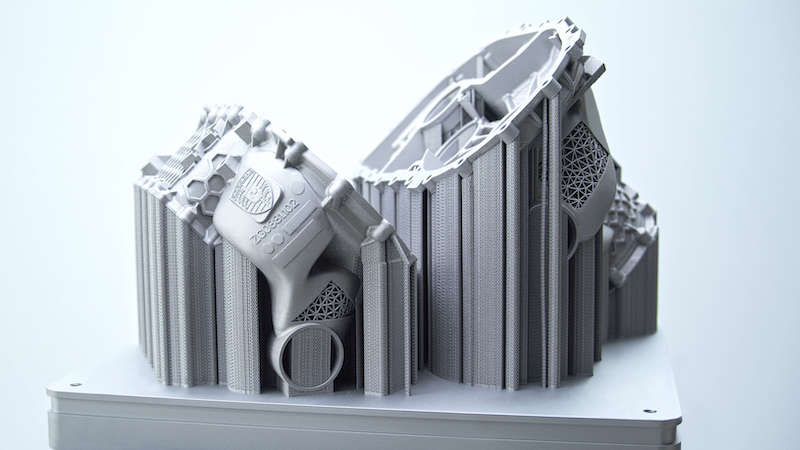
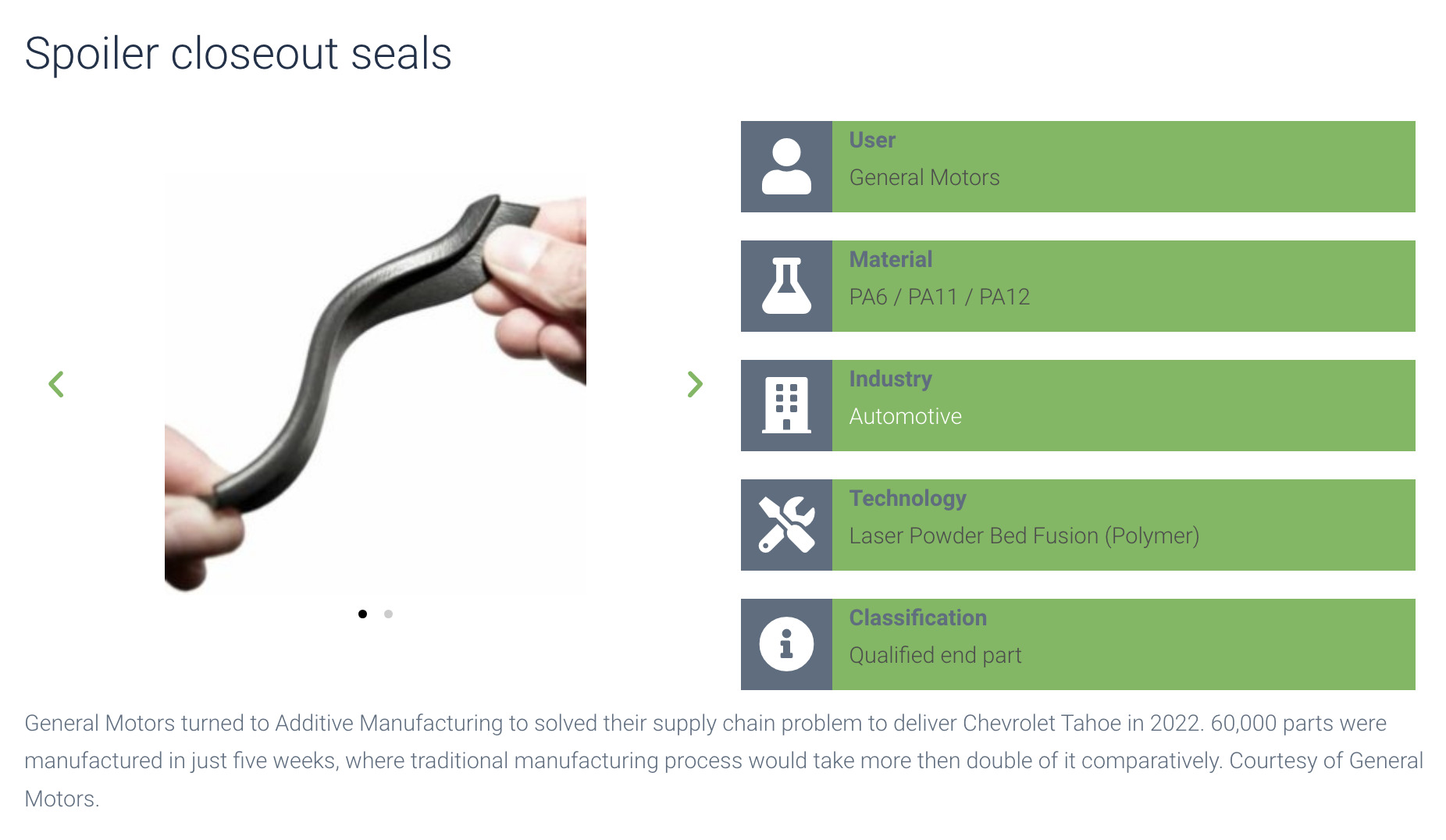
Anwendungsbeispiel für schnellere Produktentwicklung und Markteinführung: Spoiler-Abschlussdichtungen
AM hat das Potenzial, die Anzahl der Prozessschritte zu reduzieren und führt damit zu einer geringeren Komplexität der Fertigung. Besonders komplexe Teile erfordern in der Regel eine Kombination aus mehreren Technologien und Bearbeitungsschritten. Hier bietet AM das Potenzial, Halbfertigteile in einem Arbeitsgang herzustellen.
Es ist jedoch wichtig, die Anzahl der erforderlichen Nachbearbeitungsvorgänge zu berücksichtigen.
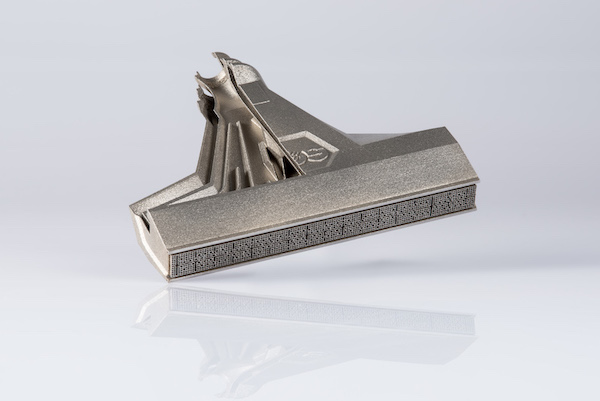
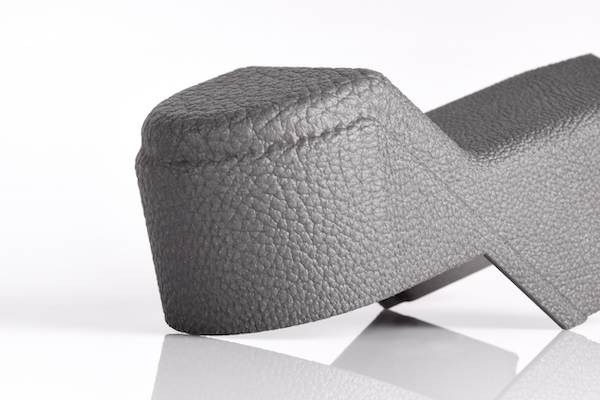
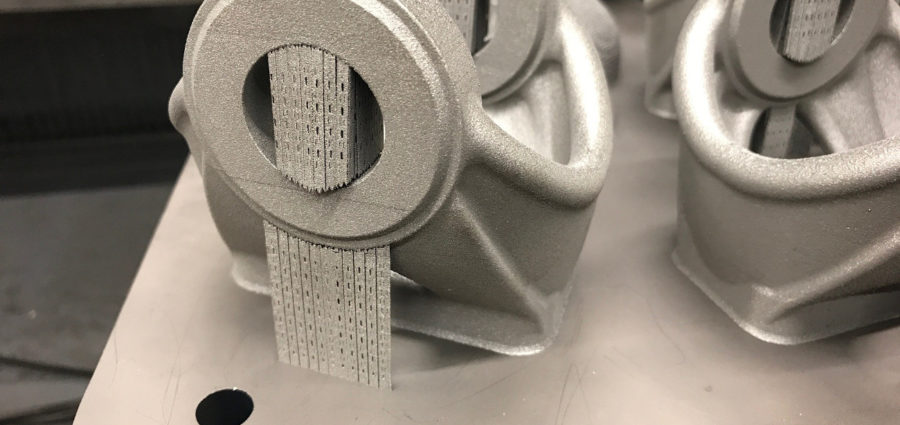
Anwendungsbeispiel für vereinfachte Fertigungsprozesse: Liner im Maßstab 1/2

AM bietet die Möglichkeit, Teile in kleinen Mengen zu relativ geringen Kosten herzustellen. Dies ergibt sich aus der Tatsache, dass keine Werkzeuge erforderlich sind.
Im Allgemeinen ist AM daher besonders wettbewerbsfähig für kleine bis mittlere Produktionsmengen. Wir werden die Eignung der verschiedenen Technologien für mittlere bis hohe Stückzahlen im Technologieteil dieses Kurses diskutieren.
Anwendungsbeispiel zur kosteneffizienten Produktion kleiner Losgrößen: 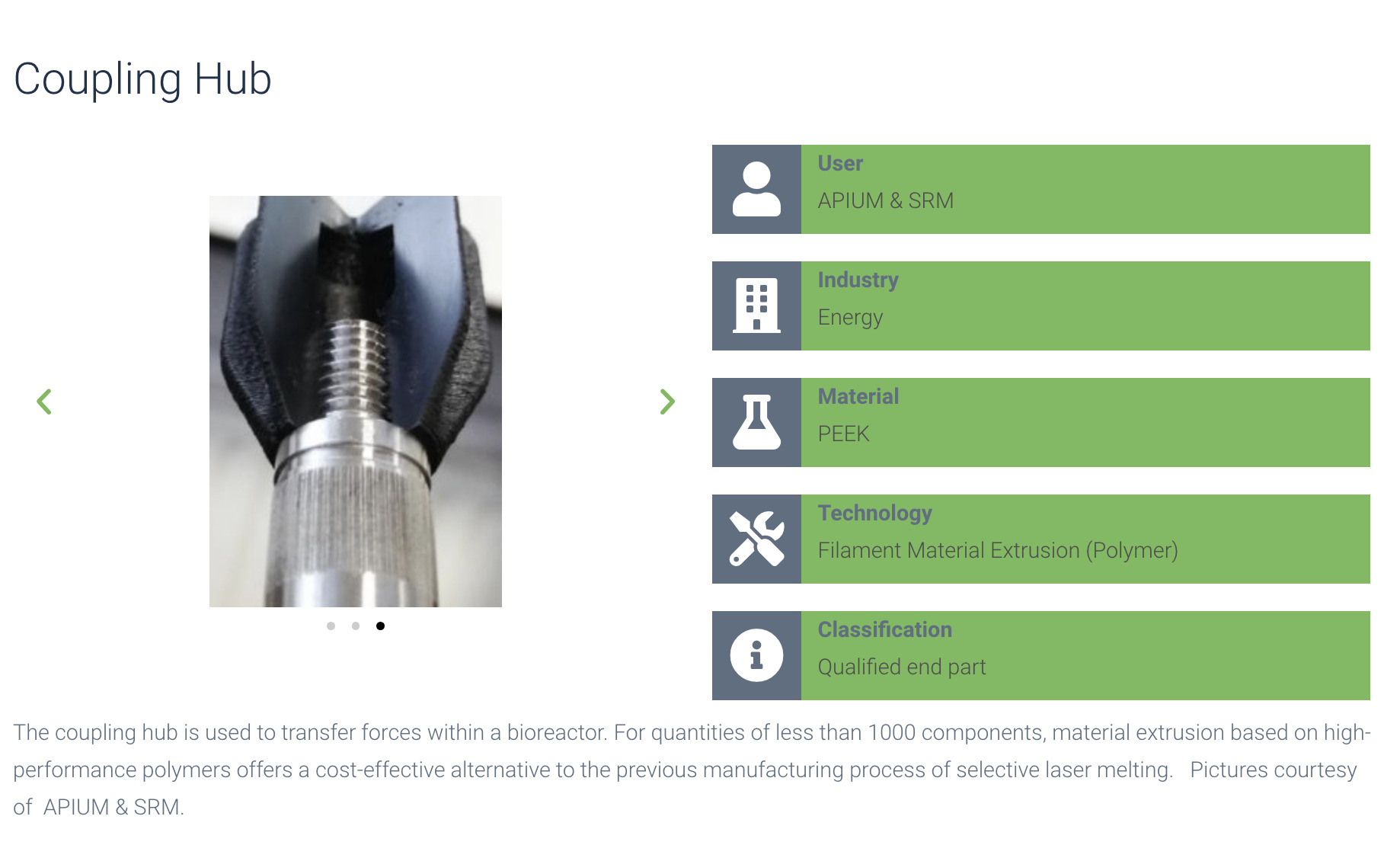 Kupplungsnabe
Kupplungsnabe
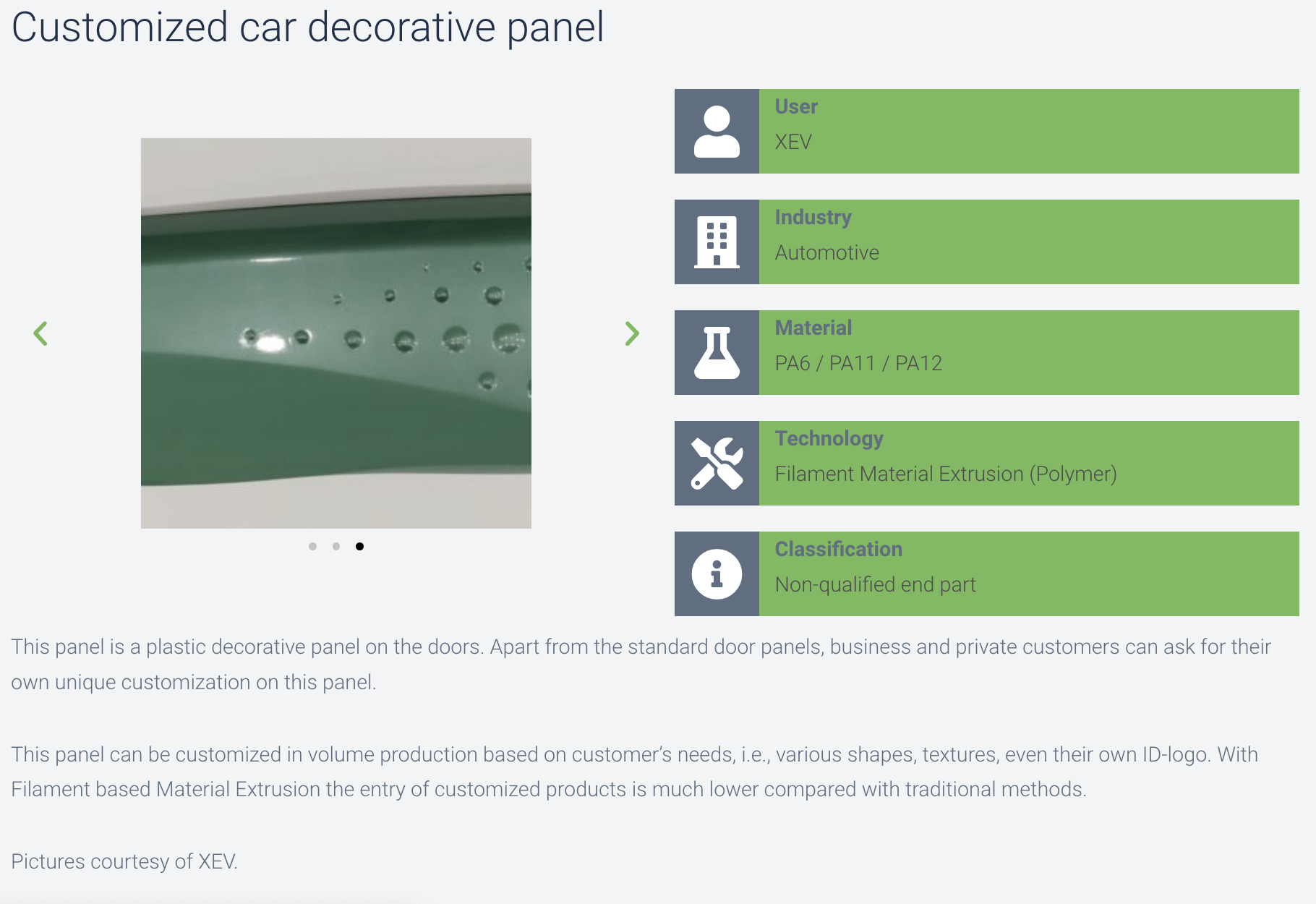
AM bietet Designern im Vergleich zu konventionellen Technologien wie Gießen oder Fräsen eine größere Gestaltungsfreiheit. Das Fehlen von Konstruktionszwängen setzt voraus, dass die Konstrukteure mit den Richtlinien für das Design von AM vertraut sind, und die Teile müssen in der Regel entsprechend der Funktion des Teils neu konstruiert werden.
Beliebte Beispiele sind interne Kanäle, dünne Wände und bionische Designs.
Anwendungsbeispiel für mehr Gestaltungsfreiheit: individuelles Autopanel
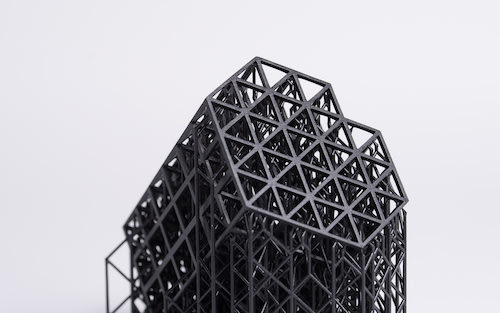
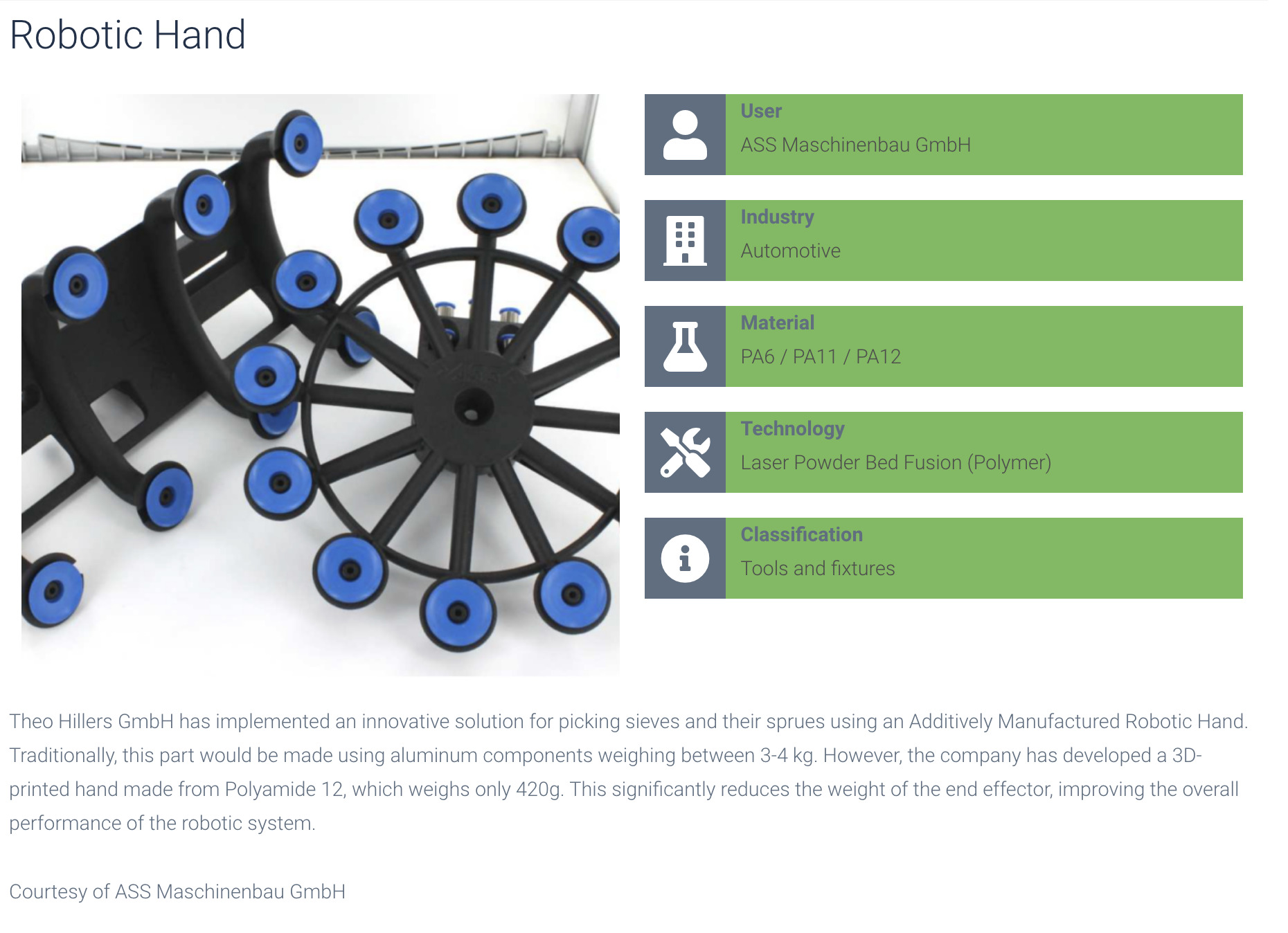
Eine häufige Anwendung von AM ist die Herstellung von Leichtbaukonstruktionen. Dies kann z. B. durch Konstruktionsmerkmale wie Gitterstrukturen erreicht werden, indem nur dort Material hinzugefügt wird, wo es benötigt wird.
Leichtbau-Teile bringen oft zwei Vorteile mit sich: Leichtere Teile bieten oft einen Vorteil für das Endprodukt, z. B. leichtere Flugzeuge, die weniger Treibstoff verbrauchen. Außerdem führen leichtere Teile in der Regel zu einer kürzeren Druckzeit und damit zu niedrigeren Produktionskosten.
Anwendungsbeispiel für Leichtbau: Roboterhand
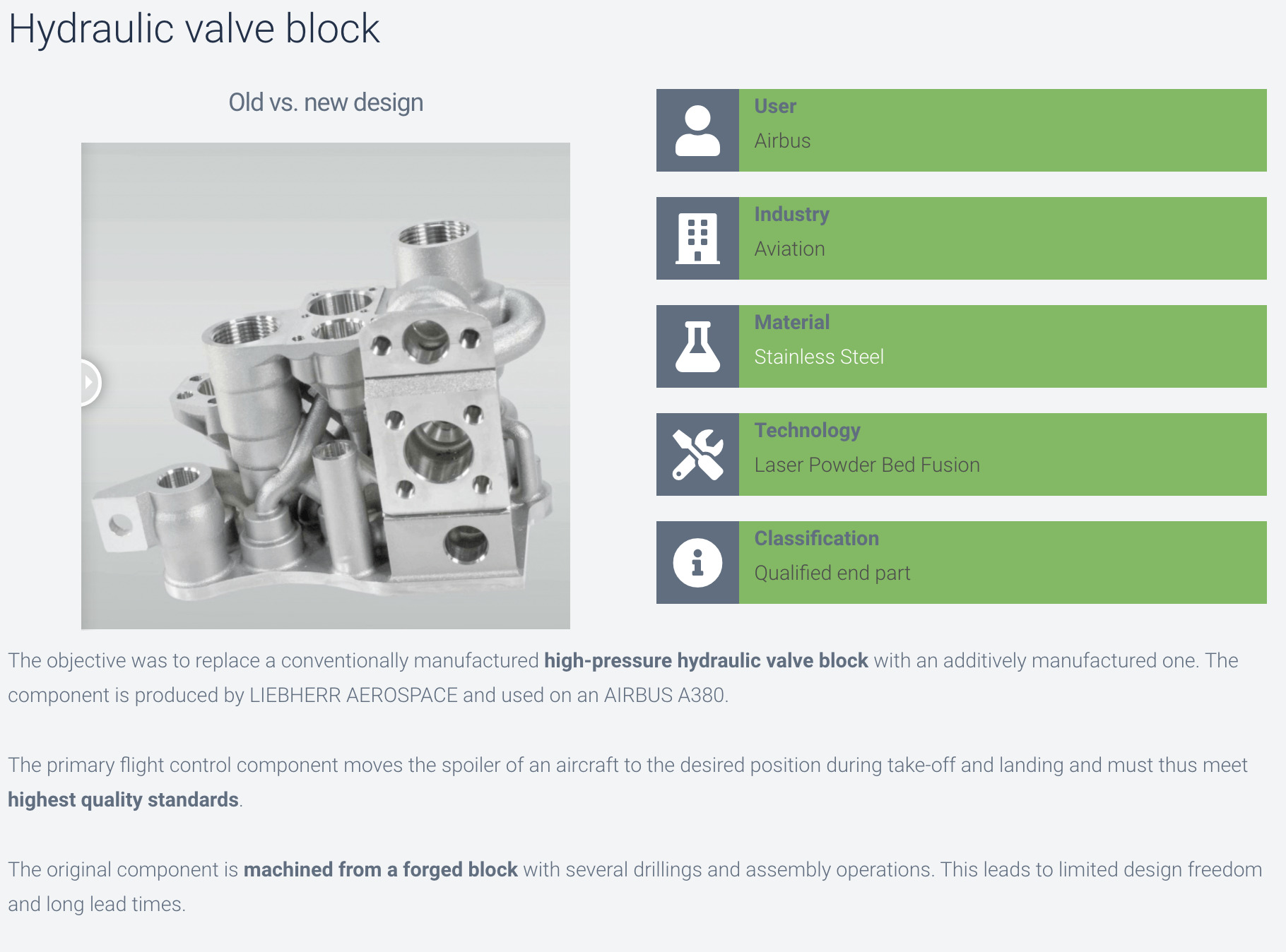
Die größere Gestaltungsfreiheit ermöglicht die Integration mehrerer Teile in ein einziges. Dies führt in der Regel zu niedrigeren Produktionskosten, verbesserter Funktionalität und geringerer Komplexität.
Anwendungsbeispiel zur Funktionsintegration: Hydraulikventilblock
Mithilfe der Additiven Fertigung kann die Leistung eines Teils gesteigert werden.
Dies erfordert in der Regel eine vollständige Neugestaltung des Bauteils entsprechend seiner Funktion. Beliebte Beispiele sind kraftstoffeffizientere Turbinen oder die Leistungssteigerung von Motoren durch optimierte Kühlkanäle.
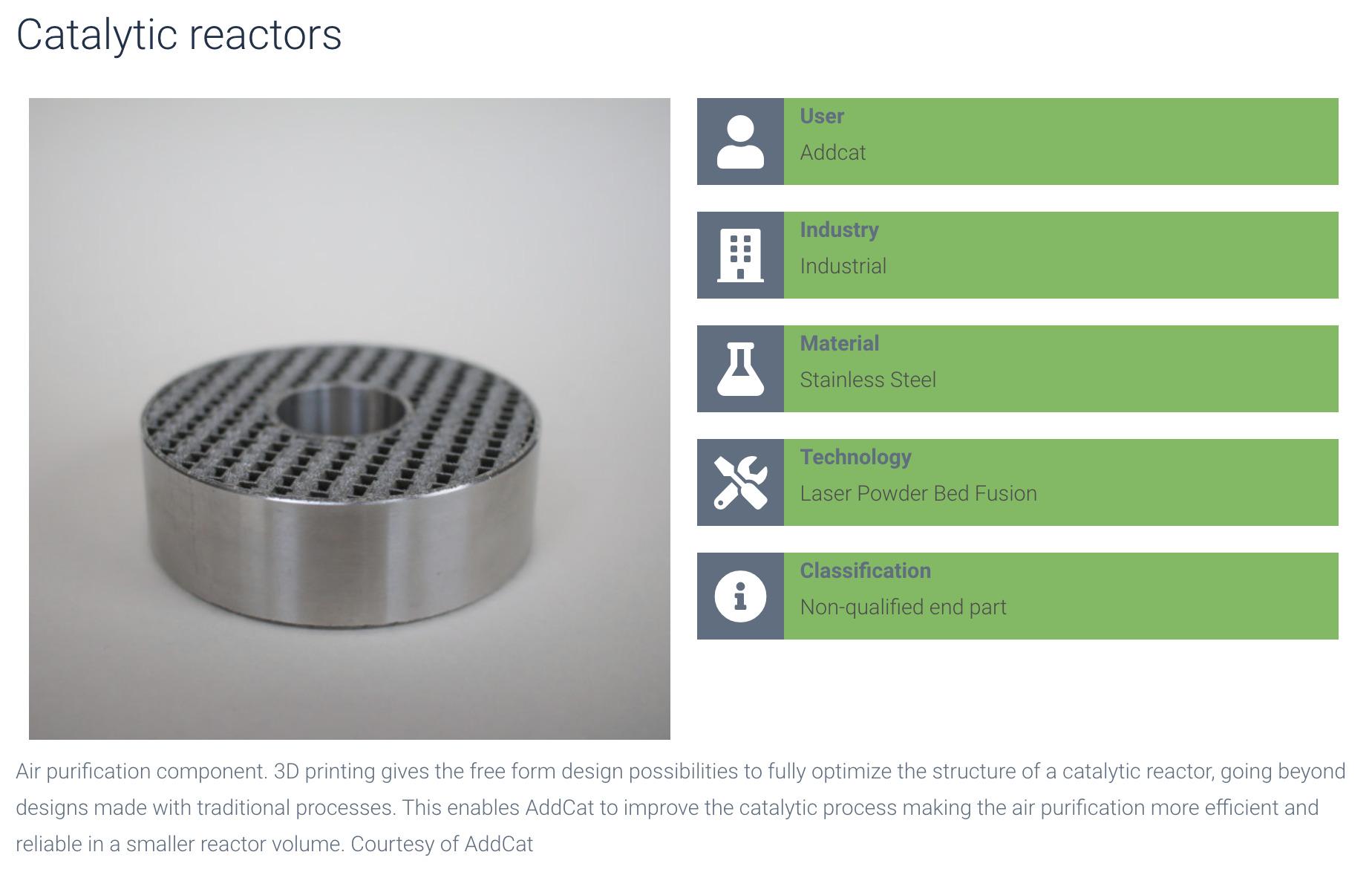
Anwendungsbeispiel zur Leistungssteigerung: Katalytische Reaktoren