Powder DED Part Characteristics
Main Heading
Subtitle
intro
What you will find in this section
Density Powder Laser ED
High density of more than 99,9% typical
Parts fabricated using Powder Laser Deposition usually show high density of more than 99,9 % and good mechanical properties. In the left micrograph a typical cross-section of a Powder Laser Deposition component is displayed. Apart from gas porosity in the micrometer range, no larger defects are visible. On the right the micrograph exhibits a larger pore which results from process instabilities. The density mainly depends on the heat input, the powder feed rate and the 3D toolpath. In a well-controlled Powder Laser Deposition process larger pores are rather exceptional.
For the resulting microstructure, the temperature gradient during part fabrication is decisive. The temperature gradient in turn depends strongly on the part’s geometry as well as the scanning strategy and cooling breaks during manufacturing. Most commonly a directed growth of long grains towards the cooling direction occurs. Occasionally a globular microstructure can be observed in thin-walled parts.
Typical cross section
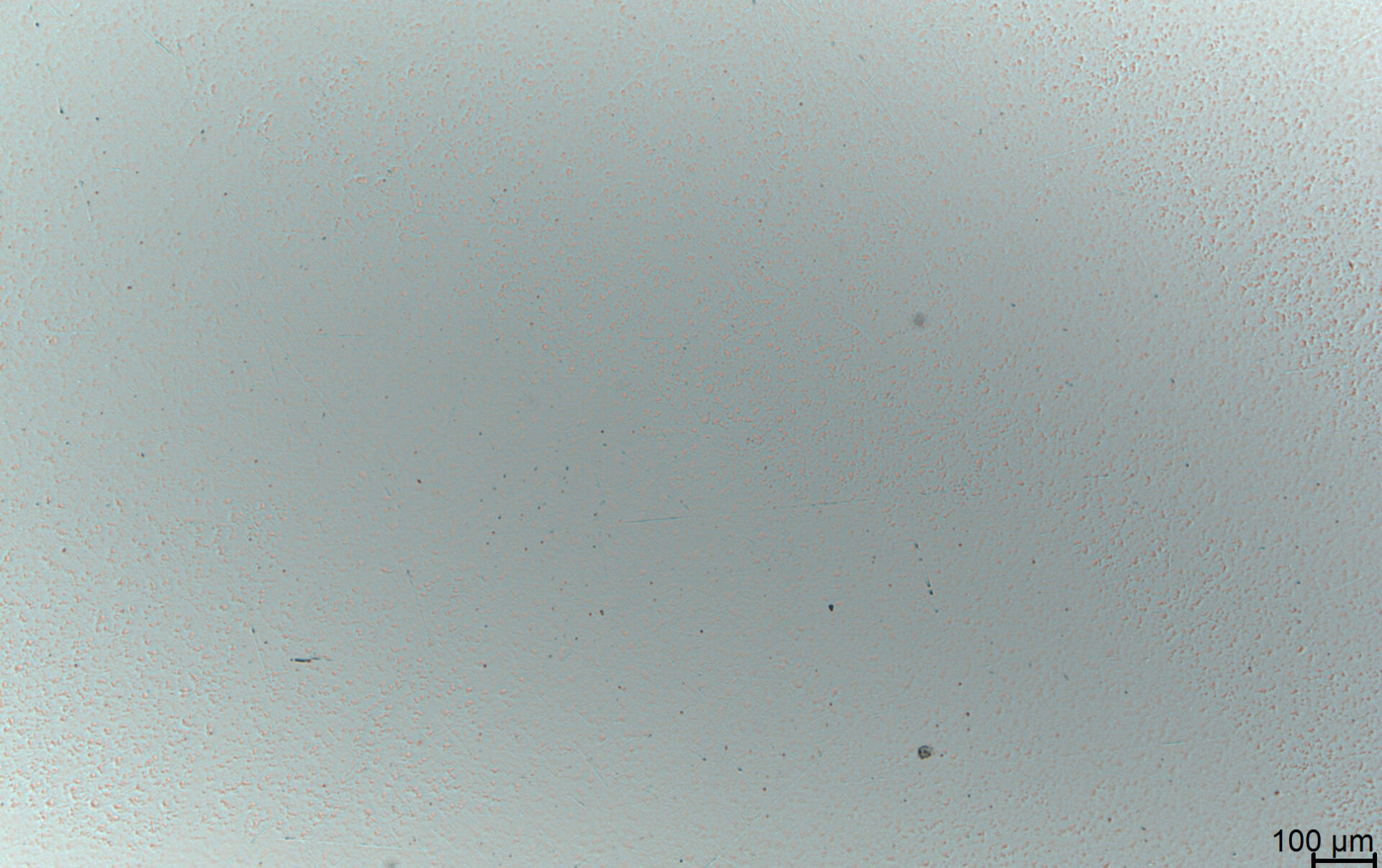
Density values over 99,9% are standard for Powder Laser ED
Cross section with defects
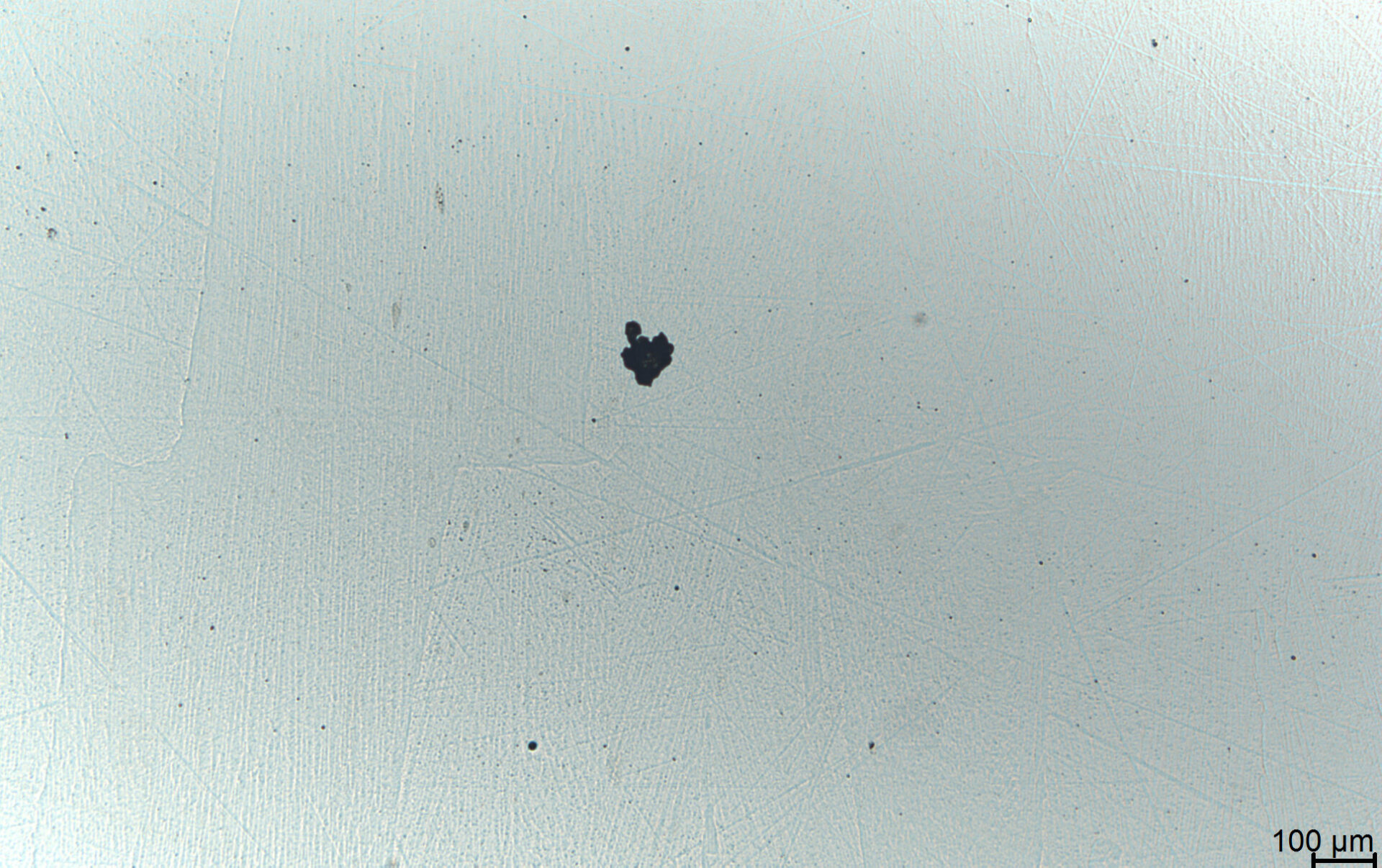
Larger pores are the exception if the process is under control. In many cases, the 3D tool path has a high impact on the density.
Mechanical Properties Powder Laser ED
Typical material properties for as build 316L
Some typical material properties for the stainless steel 316L are shown in the diagrams. All tensile values of the Powder Laser Deposition specimens exceed the required norm values defined in ASTM A276 (Standard Specification for Stainless Steel Bars and Shapes) except for the elongation in horizontal direction.
A strong anisotropy of mechanical properties can be observed. Yield strength and ultimate tensile strength are higher in horizontal direction (perpendicular to the building direction) than in building direction. In turn, vertically oriented test specimens exhibit higher ductility. The anisotropy can be attributed to two effects. First the directed grain growth results in a strong texture of the microstructure which causes anisotropic properties. Secondly, the cooling of horizontal test bars is faster due to their larger connection area with the base plate. The faster cooling creates a finer microstructure in the horizontal test coupon compared to the vertical coupon. The fine microstructure results in higher strength and less ductility.
Density Cold Spray
With heat treatment Coldspray material properties similar to bulk material
Parts fabricated using Coldspray technology normally have lower mechanical properties when compared to bulk material. By applying heat treatments properties are homogenized and result in mechanical characteristics similar to bulk materials. The decrease of mechanical properties is caused by defects such as micro-pores and inter-particle boundaries that can be typically found in Coldspray deposits. These defects are caused by insufficient particle plastic deformation and poor inter-particle bonding during deposition. Defects act as structural weaknesses and lower, amongst other, the ductility, strength and modulus. In return, the hardness of Coldspray parts is usually higher due to the work hardening process occurring during the impacts between particles and substrate.
Cross section with defects
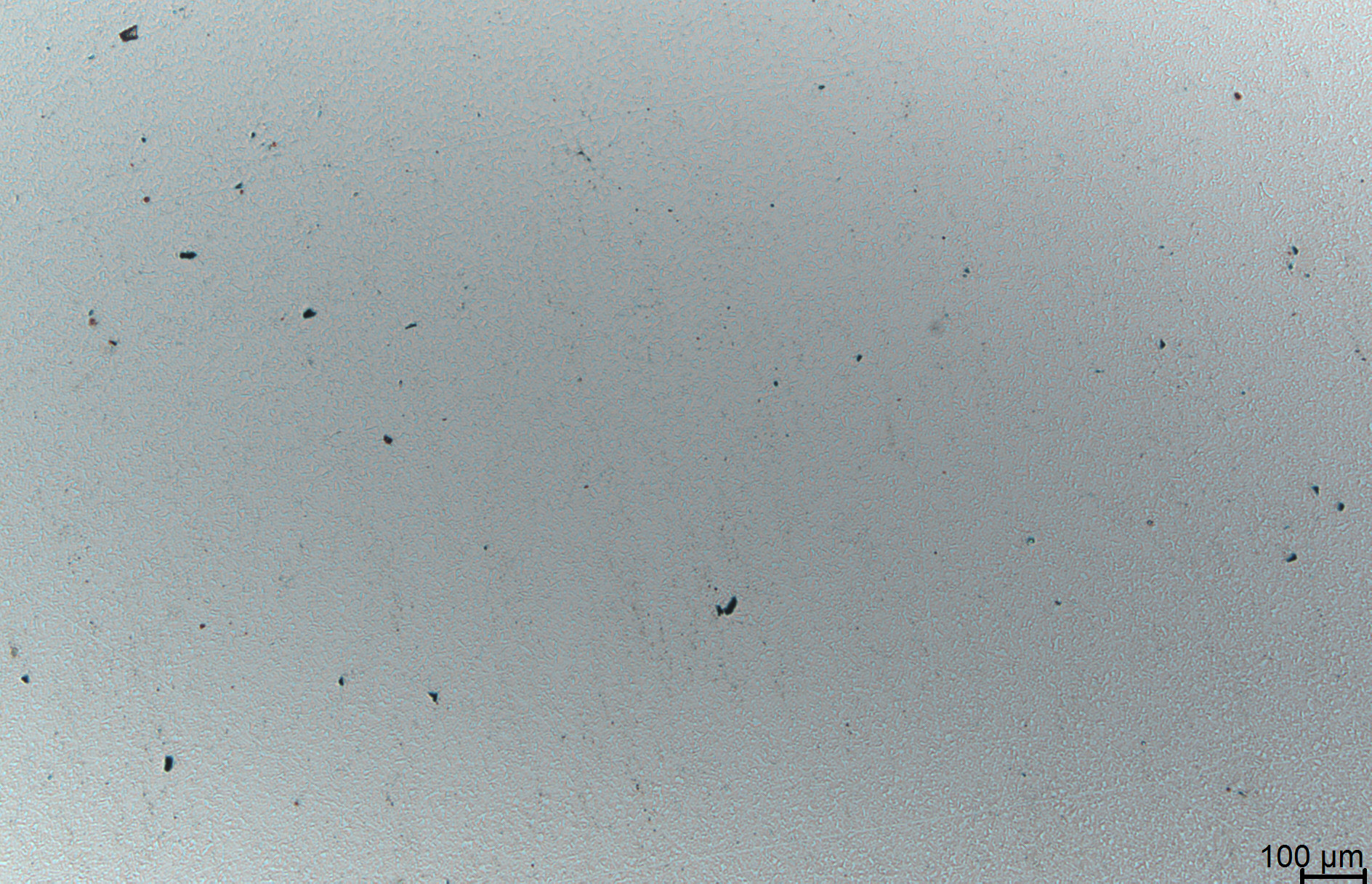
Micro-pores and inter-particle boundaries that can be typically found in coldsprayed deposits