Process Variants and technology suppliers
Process Variants and Technology Suppliers
High maturity and increasing availability of machines
Directed Energy Deposition (DED) technologies are among the most productive metal AM technologies. Their key advantages include high deposition rates and the ability to build upon existing parts or substrates. While the fundamental process principle remains the same, various technology variants exist—differentiated by feedstock type and the energy source used (e.g. laser, arc, electron beam, plasma).
This section provides an overview of the most relevant Wire and Powder DED technology variants. You will learn how each variant works, understand their respective advantages and limitations, and gain insight into current technology maturity levels, suppliers, and machine offerings. At the end of the section, the maturity of different Directed Energy Deposition technologies is discussed and compared to other metal AM technologies.
What you will learn in this section
Understand DED Principles
Learn how different energy sources like electric arc, plasma, laser, and electron beam shape DED processes—each with its own working principle and capabilities.
Compare Technologies and Applications
Evaluate the strengths and weaknesses of each DED variant to select the right setup for your use case—whether it’s resolution, material flexibility, or deposition rate.
Navigate the Market and Maturity Landscape
Identify leading OEMs, match machines to application needs, and understand the maturity level of each technology to make informed investment or adoption decisions.
Technology Landscape
Explore the Landscape of DED Technologies and Suppliers
Today, the metal AM market includes more than 20 distinct working principles, offered by over 200 OEMs worldwide. Half of all metal processes work with powder as feedstock type, followed by wire as the second most common feedstock.
The technologies can be broadly categorized into Powder Bed Fusion, Directed Energy Deposition (DED), and Sinter-based AM processes.
Within the DED category, two major groups can be distinguished: wire-based and powder-based systems. Both are growing segments that offer unique benefits for large-scale, high-deposition applications.
You can download the latest version of the AMPOWER Technology Map, including a full overview of machine suppliers, here.

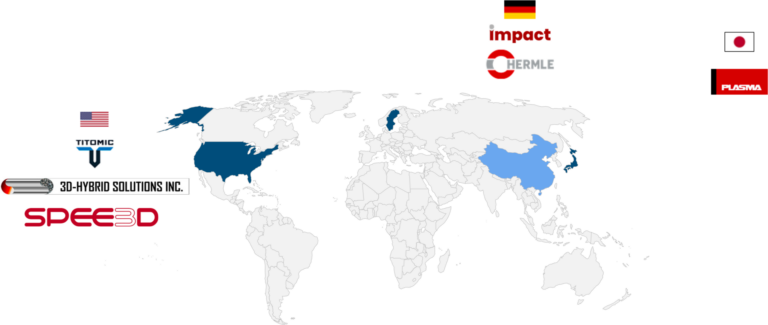
Wire DED Technologies
Wire DED processes are defined by the energy source used to melt the feedstock wire and can be further subdivided into:
- Wire Electric Arc Energy Deposition
- Wire Plasma Arc Energy Deposition
- Wire Laser Energy Deposition
- Wire Electron Beam Energy Deposition
While the number of machine suppliers in Wire DED is smaller than in Powder Bed Fusion, the ecosystem is expanding rapidly. Arc and Laser-based systems dominate in terms of commercial availability and industrial adoption, while Plasma Arc and Electron Beam systems remain more niche, often led by highly specialized OEMs.
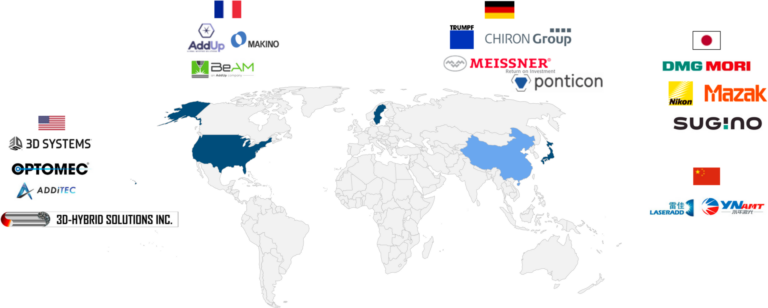
Powder DED Technologies
Powder DED processes are typically divided into two sub-technologies:
- Powder Laser Energy Deposition
- Cold Spray
Although still smaller than Powder Bed Fusion in terms of installed base, the Powder DED ecosystem is steadily expanding. AMPOWER currently counts around 40 suppliers for Powder Laser DED systems and 6 Cold Spray OEMs, reflecting the broader maturity of the laser-based approach.
Wire DED Supplier Landscape

Powder DED Supplier Landscape
Wire Electric/Plasma Arc Energy Deposition
Additive Manufacturing based on wire-based welding technology

Wire Electric Arc and Wire Plasma Arc Deposition are Direct Energy Deposition processes based on conventional wire-based welding such as MIG, MAG, TIG and plasma welding. For Wire Arc Deposition, existing, off-the-shelf welding equipment can be used. The welding power is provided by an electric or plasma arc that melts the feedstock to create the weld bead. The wire is fed with a conventional wire-feeding system to the working area. The motion of the welding torch can be provided either by a robotic or a gantry system. An Additive Manufacturing process is achieved by welding beads next and on top of each other until a three-dimensional part is built in a desired geometry. Wire Arc Deposition technologies have a comparatively high deposition rates of material within the group of DED technologies. Wire Arc Deposition is almost always used to form near net-shape blanks.
Overview
Layer Creation: Arc welding
Energy Source: Electricity (electric or plasma arc)
Bulk Material: Wire
Support Structures: No
Terminologies: Wire Arc Additive Manufacturing (WAAM), Rapid Plasma Deposition (RPD), Rapid Additive forging, 3dMP
Machine Suppliers and Offerings








Process Videos
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationWire Laser Energy Deposition
Laser-Based Wire Deposition for Precise, Efficient, and Homogeneous Metal Builds
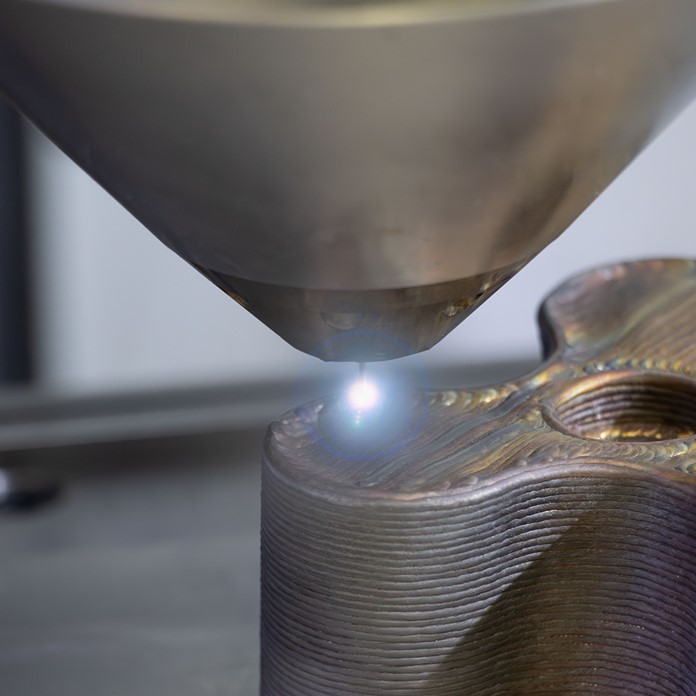
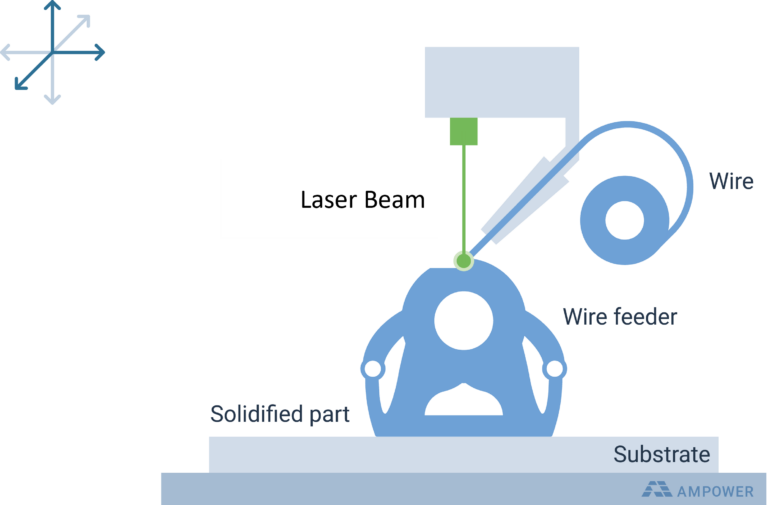
Wire Laser Energy Deposition (Wire Laser ED) is a Directed Energy Deposition (DED) process that uses a focused laser beam to create a molten pool on the surface of a substrate, into which metal wire is continuously fed to form a solid bead upon cooling. This technique allows for layer-by-layer construction of complex geometries, making it well-suited for freeform part manufacturing, component repair, and functional coatings. While early systems relied on angled wire feeding—often leading to directional energy input and anisotropic material properties—modern configurations employ a coaxial wire feed. In this setup, the wire is fed centrally with the laser energy evenly distributed around the wire tip, resulting in more homogeneous builds and improved microstructural consistency. The coaxial design also enables higher deposition rates, improved process stability, and greater efficiency, contributing to the growing industrial adoption of Wire Laser ED.
Overview
Layer Creation: Laser beam welding
Energy Source: Laser beam
Bulk Material: Wire
Support Structures: No
Terminologies: Dot Forming
Machine Suppliers and Offerings






Process Videos
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationWire Electron Beam Energy Deposition
Vacuum-Based Wire Deposition for High-Purity, Large-Scale Metal Component Production
Wire Electron Beam Energy Deposition (Wire Electron Beam ED) is a high-energy Directed Energy Deposition (DED) process in which a metal wire is continuously fed into a melt pool generated by an electron beam inside a vacuum chamber. The inert, oxygen-free environment ensures that the material remains uncontaminated by atmospheric gases, resulting in excellent material purity and mechanical properties. Controlled by the electron beam gun’s current and accelerating voltage—typically ranging from 5 to 20 kW depending on the material and part geometry—the process allows for precise energy input and stable melt pool formation. Deposition occurs layer by layer, often with side-by-side welds to form each layer, enabling the near-net-shape production of large, structural components.
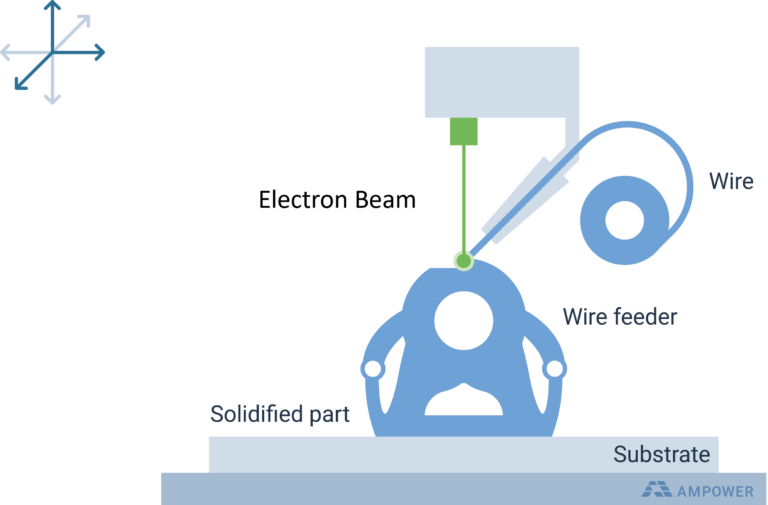
Overview
Layer Creation: Electron beam welding
Energy Source: Electron beam
Bulk Material: Wire
Support Structures: No
Terminologies: Electron Beam Additive Manufacturing (EBAM)
Machine Suppliers and Offerings

Process Videos
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationPowder Laser Energy Deposition
How does Powder Laser Energy Deposition work?
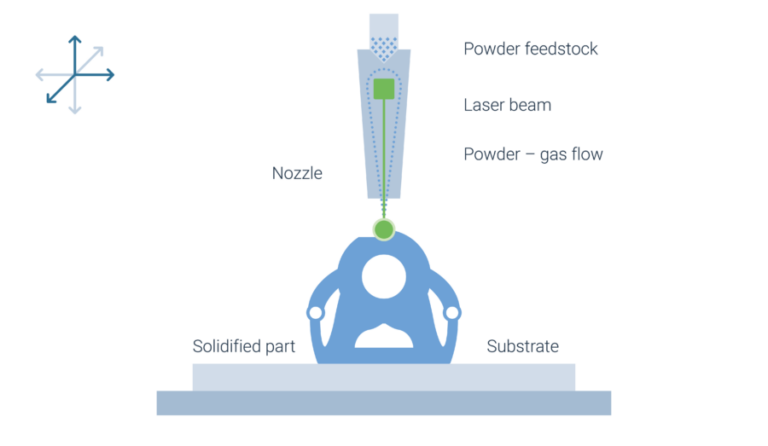
Powder Laser ED, also sometimes referred to as Laser Metal Deposition (LMD), is a welding technology in which a laser forms a melt pool on a metallic parts’ surface. At the same time a powder feedstock is blown through a nozzle into the process zone, where it is preheated by the laser and then absorbed by the melt pool. After solidifying, raised welding beads remain. By repeating the process, the welding beads are built on top of each other and a three-dimensional structure is formed. Powder Laser Energy Deposition is a sub-group of the Direct Energy Deposition technologies. Typical for DED technologies is the high deposition rate of material, which is locally applied to form near net-shape blanks.
Processing unit with multi axis system
The laser beam and the powder supply are combined in a single processing unit, the working head. In a multi axis system typically the working head as well as the substrate plate on which the part is built are fixed to some kind of motion system. The supplier BEAM uses a gantry with five continuous axes for realization of the processing unit’s motion. TRUMPF offers Powder Laser Deposition systems in which the processing unit head is attached to a robot arm. For rotationally symmetric parts, substrate plates can also be fixed to a rotation-tilt table.
Hybrid Powder Laser Deposition technology
In a hybrid system, such as from supplier DMG MORI, the Powder Laser Deposition process is combined with a subsequent CNC machining. The build platform is movable around two axes and the process unit head around three axes. After a section of part or the complete part is built, a milling head is extended and finishes the as-printed parts’ surfaces.
Overview
Layer Creation: Laser Beam Welding
Energy Source: Laser beam
Bulk Material: Powder
Support Structures: No
Terminologies: Laser Metal Deposition (LMD)
Supplier Profiles



Common Materials
Powder Laser Energy Deposition generally uses the same powders that are used for other powder-based AM processes such as Powder Bed Fusion. One main difference is that Powder DED works with a slightly bigger and wider particle size distribution.
- Steel
- Nickel Based Alloys
- Titanium Alloys
- Cobalt Alloys
- Aluminum Alloys
Stainless Steel 316L (1.4404):
Austenitic stainless steel commonly used in chemical, marine, and food industries. Excellent corrosion resistance and processability make it a standard for DED.
Stainless Steel 17-4PH (1.4542):
A precipitation-hardening martensitic steel offering high strength and good corrosion resistance. Used in aerospace, energy, and tooling applications.
Maraging Steel 18Ni300 (1.2709):
Ultra-high strength steel used in tooling, injection molding, and die casting. Marging Steel in DED is possible but not yet widely used.
Inconel 718 (2.4668):
The most widely used superalloy in DED. Combines high strength, oxidation resistance, and creep resistance. Common in turbine, aerospace, and energy sectors.
Inconel 625:
Preferred for corrosive environments such as chemical plants or offshore applications.
Titanium alloys are possible, but challenging to implement due to shielding of the process.
Ti-6Al-4V (Grade 5):
Lightweight, strong, and biocompatible. Widely used in aerospace, medical, and marine sectors for structural components and repairs.
Cobalt alloys possible but not widely available for Powder Feed Laser Deposition.
Cobalt-Chromium (CoCr):
Known for wear resistance, corrosion resistance, and biocompatibility. Used in turbine components, dental applications, and orthopedic implants.
AlSi10Mg:
Occasionally used in DED , though aluminum is less commonly processed than other metals since shielding the build process from oxygen is difficult to implement.
Other Al alloys:
Ongoing development is focused on improving weldability and reducing hot cracking.
Process Videos
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationCold Spray
High-speed impact bonding for AM
Coldspray is an Additive Manufacturing technology in which powder particles are bonded in solid state only by plastic deformation due to impact. The process uses the energy stored in high pressure compressed gas to accelerate fine powder particles to very high velocities. The kinetic energy of the accelerated powder is transformed to plastic deformation of the particles at impact on the substrate.
Compressed gas is fed via a heating unit to the gun and exits through the nozzle at very high velocity. From a feeder, powder is introduced into the high velocity gas jet. The powder particles are accelerated and directed on a substrate where they deform and bond to form a material layer. By moving the nozzle over the substrate repeatedly, a part can be built up layer by layer. The particles remain in solid state during the whole build job. Thus, the original powder chemistry is retained.
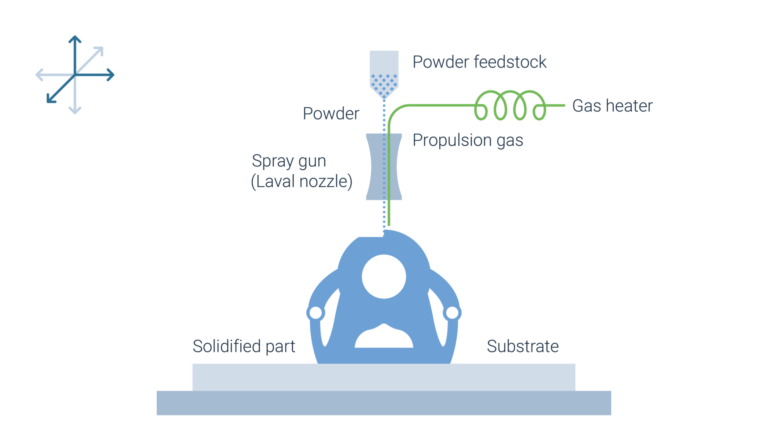
Coldspray machines can be distinguished into high pressure and low pressure spray systems. In high pressure systems, the compressed gas is divided into two streams. One stream passes through a heater and the other stream functions as a carrier gas for the powder particles. The carrier gas passes through the powder feeder, entraining the powder particles. Both gas streams are then mixed before entering a de Laval nozzle. Inside the nozzle the particle loaded gas expands and exits the nozzle with supersonic speed.
In a low pressure system, the powder is directly fed into the gas stream in the divergent section of the de Laval nozzle. Splitting the gas stream is not required. Hence, low pressure Coldspray systems are more flexible and cheaper in equipment and processing costs. Furthermore, the way how the relative motion between the part and the spray gun is realized can differ depending on the machine supplier.
Robot system with moving part
SPEE3D has developed a Coldspray machine in which the substrate is fixed to a robot arm with seven degrees of freedom. The spray gun is stationary while the substrate is moved relatively to it. The substrate can be tilted or moved translationally. By varying the speed with which the substrate passes the powder jet, the thickness of the deposited layer can be adjusted. The system allows high flexibility in part geometry due to the high freedom in motion of the substrate relative to the spray gun. However, part weight and size as well as spraying forces are limited by the strength and stiffness of the robot arm. Mostly very ductile materials such as aluminum and copper are processed with this set-up.
Gantry system with fixed part
A different approach in machine design has been created by the supplier TITOMIC. The substrate is fixed to a work table that can fulfill a translational movement. The spray gun is attached to a gantry via a robot arm. The stiffer set-up allows the use of larger more powerful spray guns and therefore the processability of less ductile materials.
Hybrid CNC machine-based system
HERMLE uses a similar approach for their Coldspray production service, integrating the spray gun into a multi-axis CNC system. The substrate is fixed to a rotation-tilt table while the spray gun has additional three degrees of freedom allowing for multi-dimensional relative movement. The set-up allows large and heavy parts of up to 400 kg to be build. The utilization of a high-power spray gun enables the processability of less ductile materials. Additionally, the system can utilize a milling spindle to machine the sprayed part in between single layers or after finishing the part. This enables high accuracies and a defined combination of multi-material. HERMLE uses this approach to build cooling channels, that are filled with a water-soluble material during spraying and cleared by a saline solution when the part is finished.
Overview
Layer Creation: Solid-state particle impact adhesion (no melting)
Energy Source: Compressed gas (e.g. nitrogen or helium) for high-velocity particle acceleration
Bulk Material: Powder (typically ductile materials)
Support Structures: No
Terminologies: Cold Spray Additive Manufacturing (CSAM), Kinetic Metallization
Common Materials
Cold Spray is limited to ductile materials with fine particle sizes (typically 5–45 µm). The process is especially suitable for corrosion protection, electrical conductivity, and structural repair. While many metals are technically feasible, only a subset is widely used in practice.
- Steel
- Nickel Based Alloys
- Titanium Alloys
- Copper and Bronze
- Aluminium Alloys
Stainless Steel
(e.g., 316L):
Suitable for protective coatings in marine, chemical, and infrastructure settings.
Maraging Steel:
Technically feasible, with limited use in tooling repairs.
Possible but not widely used; relevant for chemical and high-temperature coatings.
Titanium Alloys (e.g., Ti-6Al-4V)
Applied in biomedical, aerospace, and defense for durable, corrosion-resistant coatings.
Copper and Alloys (e.g., Cu, CuCrZr, Bronze)
Used in thermal and electrical applications, including bus bars, induction coils, and heat exchangers.
Aluminum and Alloys (e.g., 6061, 5083, 7075):
Common for corrosion-resistant coatings, lightweight repairs, and aerospace/automotive applications.
Process Videos
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationTechnology Maturity
Additive Manufacturing Maturity in Industrial Use
To evaluate the different AM technologies AMPOWER has developed a model to characterize the maturity of an Additive Manufacturing technology based on two indices. The Industrialization Maturity Index and the Technology Maturity Index describe and compare the capabilities and adoption rate of each AM technology in the industrial environment. Both indices are crucial factors for evaluating the current status of any AM technology. Each category is weighted according to its specific importance. Typically, the technological maturity increases first, and the industrialization follows.
Technology Maturity Index
Technology Maturity Index
Industrialization Index
Industrialization Index
Wire DED technologies are now broadly classified as being in “industrial use,” though innovation has recently slowed—indicating a maturing market with proven applications in design optimization, lead time reduction, and cost savings.
Wire Laser Energy Deposition continues to gain ground in both technological and industrial maturity. 2024 saw new players like ACONITY3D and AMFREE enter the market. ACONITY3D introduced a flexible robot-based system, targeting MELTIO’s user base, while AMFREE’s high-power, multi-wire solution (up to 10 kW, 4 wires) sets new benchmarks in deposition rates, outperforming Wire Arc competitors. MELTIO launched a new blue-laser head with nine radially positioned diodes, while ADDERE delivered a 20 kW system to GKN Aerospace for large titanium structures—signaling continued momentum for Wire Laser solutions, even in areas traditionally held by Wire Arc and Powder Laser DED.
Plasma Arc Energy Deposition has established itself in production for structural titanium parts and large-format blanks. Plasma Arc is gaining traction in aerospace and electronics, with WAAM3D and NORSK TITANIUM as key players. WAAM3D focuses on in-house proprietary technology, while NORSK offers a diverse machine and tech portfolio.

Wire Electric Arc is becoming the go-to solution for replacing low-alloy castings (up to 5,000 kg), easing supply chain constraints. LINCOLN ELECTRIC operates over a dozen robot systems in this segment. Applications in stainless steel and nickel alloys are expanding in energy, oil & gas, and nuclear sectors. AML3D, MX3D, and RAMLAB are deploying multi-robot systems to produce multi-meter parts. The decline of casting know-how in Western regions, geopolitical concerns, and the demand for more sustainable manufacturing are accelerating the shift to near-net-shape Wire Arc production.
As of 2025, Powder Laser ED has a relatively high maturity , positioned similarly to wire-based DED systems in terms of industrial readiness. It has firmly established itself in repair and coating applications, where its precision and material flexibility offer significant advantages. While there is ongoing debate about whether such applications truly fall under the definition of Additive Manufacturing, the addition of small features, material build-ups, or complex geometries during repair is commonly marketed as AM, particularly when it enables cost savings or performance improvements.
The technology has proven its value in restoring worn high-value components, such as turbine blade tips, injection molds, or tooling surfaces. However, beyond these use cases, it continues to face challenges in expanding into broader, non-coating business applications across multiple industries. Despite its technical capabilities, the adoption of Powder Laser DED for full-part production remains limited.
The supplier landscape is relatively stable, with a few well-established players focusing on niche industrial segments. This specialization, combined with consistent process performance, contributes to its high maturity index. Yet, there has been little innovation or diversification in recent years, suggesting a plateau in its evolution within the broader AM ecosystem.
Cold Spray Additive Manufacturing did not advance in the Maturity Index in 2024. With predominantly two major players in this technology field (SPEE3D and TITOMIC) the current focus remains primarily on Defense and Space applications. Backed by current geopolitical developments, SPEE3D is promoting a compact, container-based solution for deployment in combat zones, enabling fast and easy repair and spare part production. TITOMIC targets applications involving titanium and steel, which they can process using their high-power gun and large stationary systems. With the current rise of Wire ED technologies, Cold Spray will need to prove its place in the AM landscape in the coming years to successfully reach “Industrial Use.”