Applications of DED
Applications
Unlocking Applications Through High Deposition Rates and On-Part Build Capabilities
DED technologies enable a wide range of industrial applications by combining high deposition rates with the ability to add material directly onto existing parts. These capabilities are particularly valuable in use cases where speed, material volume, or part integration are critical—such as repairing large components, adding features to stock materials, or replacing cast or forged parts. While the rough as-built surface and limited detail resolution require post-processing, the process strengths open up valuable application fields in aerospace, energy, tooling, and heavy industry.
What you will learn in this section
Explore Applications
Explore typical application categories for DED technologies
Understand Process Fit
Learn how part geometry, material type, and resolution needs influence which DED technology is most suitable.
Review Real-World Examples
Analyze actual parts made with DED—from turbine blade repairs to gearbox housings and Pelton turbine runners.
What you will find in this section
- Application categories
- Powder vs. wire DED applications
- Cold Spray applications
- Boeing aft galley brackets
- Cure tool for composite components
- Gearbox housing of a powershift transmission
- Pelton turbine runner
- Secondary roll stop
- 1/2 scale Liner
- Pipe flange
- Tooling mount
- Ring for core mold
- Headlight mold tool
Application Categories
From Repair to Casting and Forging Replacement
DED technologies produce near-net-shape parts with relatively rough surfaces and limited detail resolution. As a result, post-processing is always required, and fine features—common in Laser Powder Bed Fusion—are not achievable. However, DED offers unique advantages: extremely high deposition rates and the ability to add material to existing components.
These strengths open up valuable use cases across various industries.
Explore the cards below to discover typical application areas and their specific requirements.
Repair & Coating
Repair & Coating
- Ideal for complex surfaces like turbine blades, molds, or dies.
- Used to restore or protect against corrosion and wear by adding a few layers.
- Depending on feature size, quality requirements and alloy group, Laser or Elec. Arc processes are most suited for this application group.

Feature Addition
Feature Addition
- Adding simple geometry features to stock material (plate, casting, forging) to either keep buy-to-fly ratio of stock material low or individualize stock material geometries.
- Adding complex features on simple stock geometries to create near-net-shape part geometries.
- Depending on feature size, quality requirements and alloy group, Laser or Elec. Arc processes are most suited for this application group.
Tools & Quick Fixes
Tools & Quick Fixes
- Used for fast, low-volume tool production or temporary replacements.
- Popular in energy and oil & gas industries for spare parts or quick repairs for applications like pipe clamps for leakage repair or simple valve handwheels .
- Best suited for compact turnkey systems.
Casting & Forging replacement
Casting & Forging replacement
- Used to replace large castings or forging blanks, especially when conventional stock is unavailable or delayed.
- Wire Arc is preferred for steel and nickel alloys due to cost and availability.
- For titanium or high-value materials with high buy-to-fly ratios, Plasma Arc, Electron Beam, or high-power Laser Beam technologies are most suitable.
- Higher part quality demands typically favor Laser or Electron-based processes.
Powder vs. wire DED applications
Overlapping Applications, Diverging Strengths

There is significant overlap in applications between wire and powder DED. High-productivity powder DED systems with powerful lasers can rival wire DED. However, for very large or massive parts, wire DED remains the preferred choice.
Today, powder DED is predominantly used for coating, repair, and part individualization. While it can also be applied to produce near-net-shape blanks, this market is currently served almost exclusively by wire DED.
Cold Spray applications
From Repair to Rapid Production of Large-Scale Blanks
Coldspray technology is so far mostly utilized for coating or maintenance and repair. It is a cost-effective process that has shown great potential in the repair of damaged components, due to its capability to avoid any thermal damage to the underlying substrate material. During the past decade, Coldspray has been successfully applied to repair components from aerospace industry. Lately, the technology has been increasingly used to repair critical infrastructure in the defense sector.
Especially the machine technology from SPEE3D, however, is actively targeting dedicated AM applications. Due to the process’s low resolution, the spot size is usually several millimeters in diameter and results in high surface waviness. Overall, it is used to create near net-shape blanks. Especially in aluminum and copper the process yields a very high deposition rate of up to 1,000 cm³ per hour, which results in fast and economic production of low volume blanks. The hybrid system from HERMLE is mostly used to create large hot forming molds with surface conforming cooling channels. For the creation of the channels, HERMLE uses a patented water-soluble material which is subsequently sprayed to the tool steel and dissolved from the mold after the production is finished. This way molds of up to 400 kg of weight can be produced.
Boeing aft galley brackets

User
Boeing
Industry
Aviation
Material
Titanium
Technology
Wire Arc Energy Deposition
Classification
Qualified end part
Norsk Titanium AS, a supplier of additive manufactured structural titanium components, announced their first (on-time) delivery of FAA approved structural components for installation on the Boeing 787 Dreamliner. This key milestone demonstrates the production maturity and readiness of the Rapid Plasma Deposition™ technology to compete against traditional manufacturing processes. Courtesy of Norsk Titanium AS.
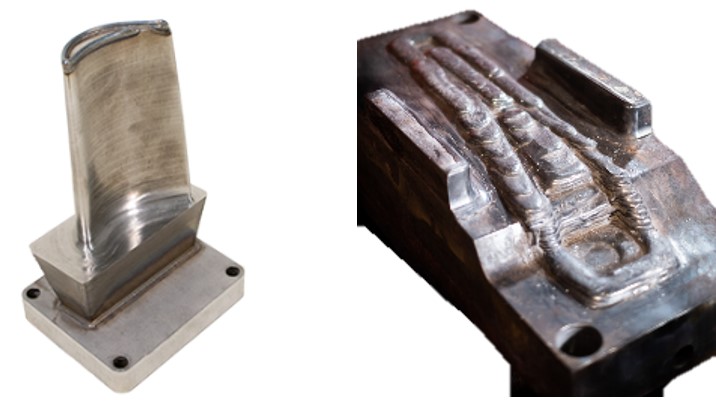
Cure tool for composite components


User
Wisk Aero
Industry
Aviation
Material
Nickel-base
Technology
Wire Arc Energy Deposition
Classification
Tools and fixtures
3D printing enables reduction in production complexity and cycle times. The tool includes the entire backing structure as well as the facesheet into the printing process. The cure tool with integral backing structure was printed in Invar in two sections, which were then welded together prior to machining the facesheet to achieve an acceptable surface. By printing smaller sections and welding them together, total printing and production time for the tool are reduced. Courtesy of Lincoln Electric
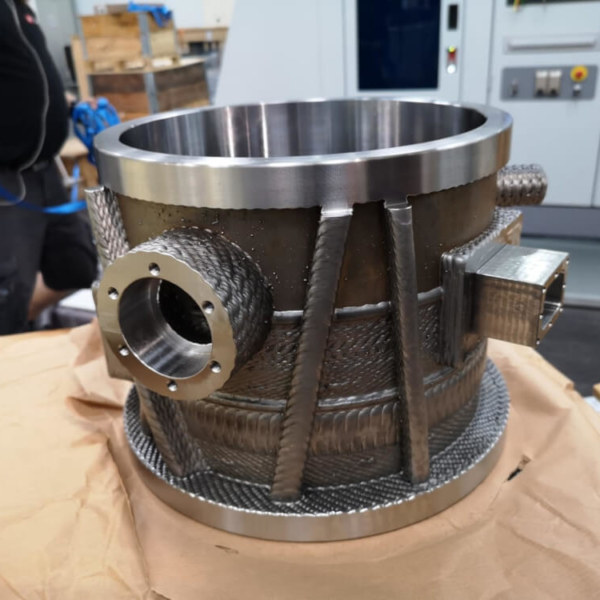
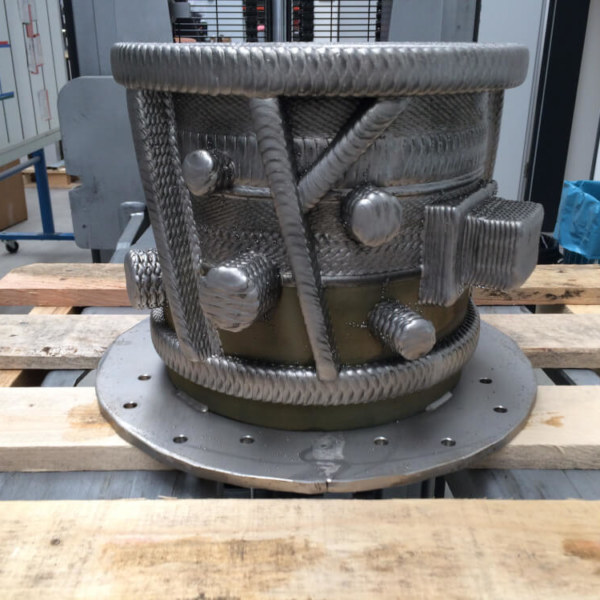
Gearbox housing of a powershift transmission
User
Gefertec
Industry
Industrial
Material
Stainless Steel
Technology
Wire Arc Energy Deposition
Classification
Qualified end part
Gearbox housing of a powershift transmission. Conventional manufacturing technology: milling or casting, from aluminum to reduce weight. Courtesy of Gefertec.
Pelton turbine runner


User
Andritz AG
Industry
Energy
Material
Stainless Steel
Technology
Wire Arc Energy Deposition
Classification
Qualified end part
The turbine runner is extracting energy from the impulse of moving water in hydro power plants. Major advantage by cost savings in comparison to fully forged and subtractive machined pelton runners. Pelton turbine runner produced by WAAM © by Andritz Hydro GmbH
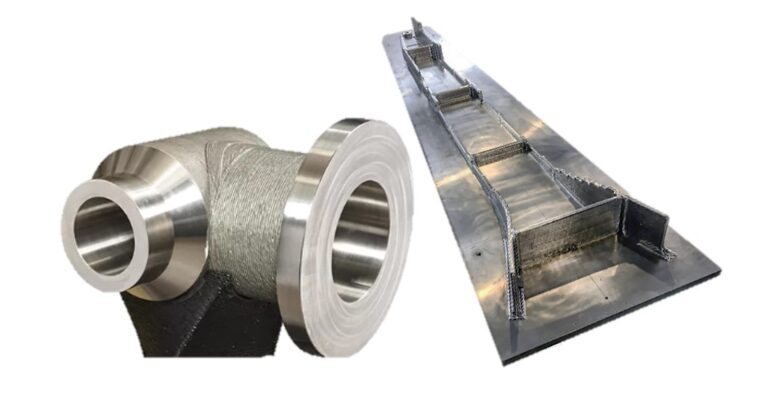
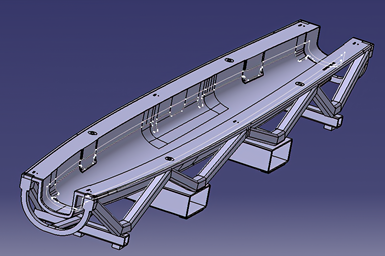
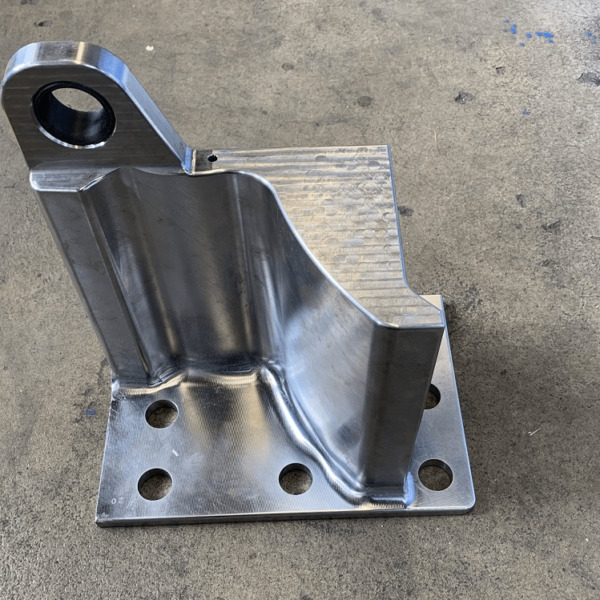
Secondary roll stop of Deutsche Bahn

User
Gefertec
Industry
Transportation
Material
Steel
Technology
Wire Arc Energy Deposition
Classification
Qualified end part
Application: high speed ICE trains. Mobility relevant component in the bogie area of ICE trains. Ensures safe passage of trains in tight curves (the box gate limits the lateral play of the car body). Courtesy of Gefertec.
1/2 scale Liner



User
NASA MSFC
Industry
Space
Material
Stainless Steel
Technology
Powder Laser Energy Deposition
Classification
Non-qualified end part
This is the liner for NASA’s RS25 engine. Reducing cost and production time.
Courtesy of NASA MSFC
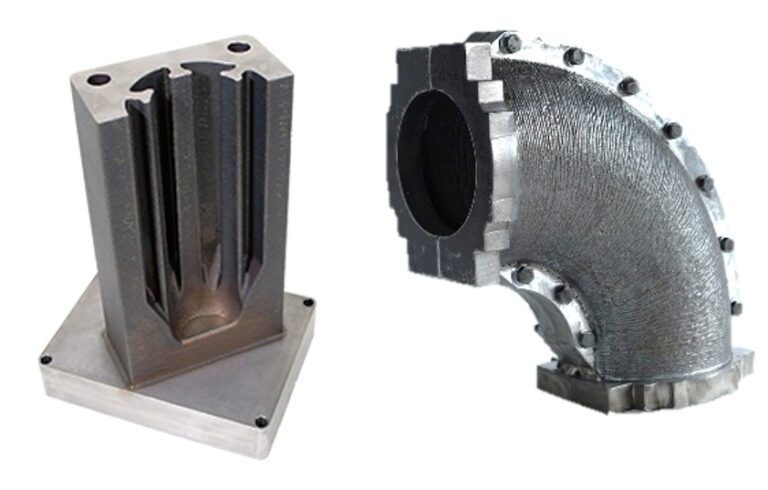
Pipe flange

User
Airbus/PFW
Industry
Aviation
Material
Titanium
Technology
Powder Laser Energy Deposition
Classification
Qualified end part
This aerospace pipe flange of an Airbus 350 is manufactured on a BeAM system in Ti64 in under 2h. Main advantage by material and weight reduction and milling waste reduction. Buy-to-fly ration of 9:1 optimized to 2:1. Courtesy of BeAM.
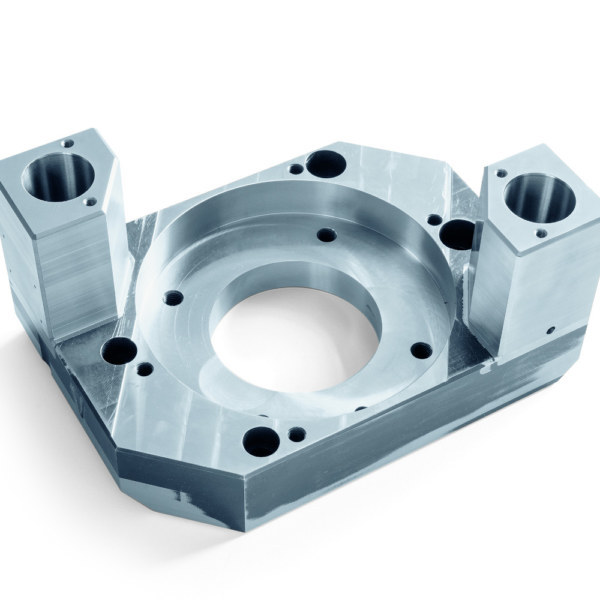
Tooling mount
User
Schaeffler
Industry
Tooling & Molding
Material
Steel
Technology
Powder Laser Energy Deposition
Classification
Tools and fixtures
This tooling mount is usually machined from a complete block. By printing a raw part via powder feed laser energy depositioning, the material amount and cost were reduced. Courtesy of Schaeffler.
Ring for core mold
User
Hermle Maschinenbau GmbH
Industry
Industrial
Material
Copper
Technology
Cold Spray
Classification
Not qualified end part
This tooling mount is usually machined from a complete block. By printing a raw part via powder feed laser energy depositioning, the material amount and cost were reduced. Courtesy of Schaeffler.
Headlight mold tool
User
Hermle Maschinenbau GmbH
Industry
Automotive
Material
Stainless Steel
Technology
Cold Spray
Classification
Molds
The tool is used to produce head lights for cars. It was produced by Hermle Maschinenbau’s hybrid system of Coldspray and CNC machining. The part includes conformal cooling channels. Due to high surface qualitfy requirements, the tool was highly polished after AM production and CNC machining. No pores were visible. Image courtesy of Hermle Maschinenbau GmbH.