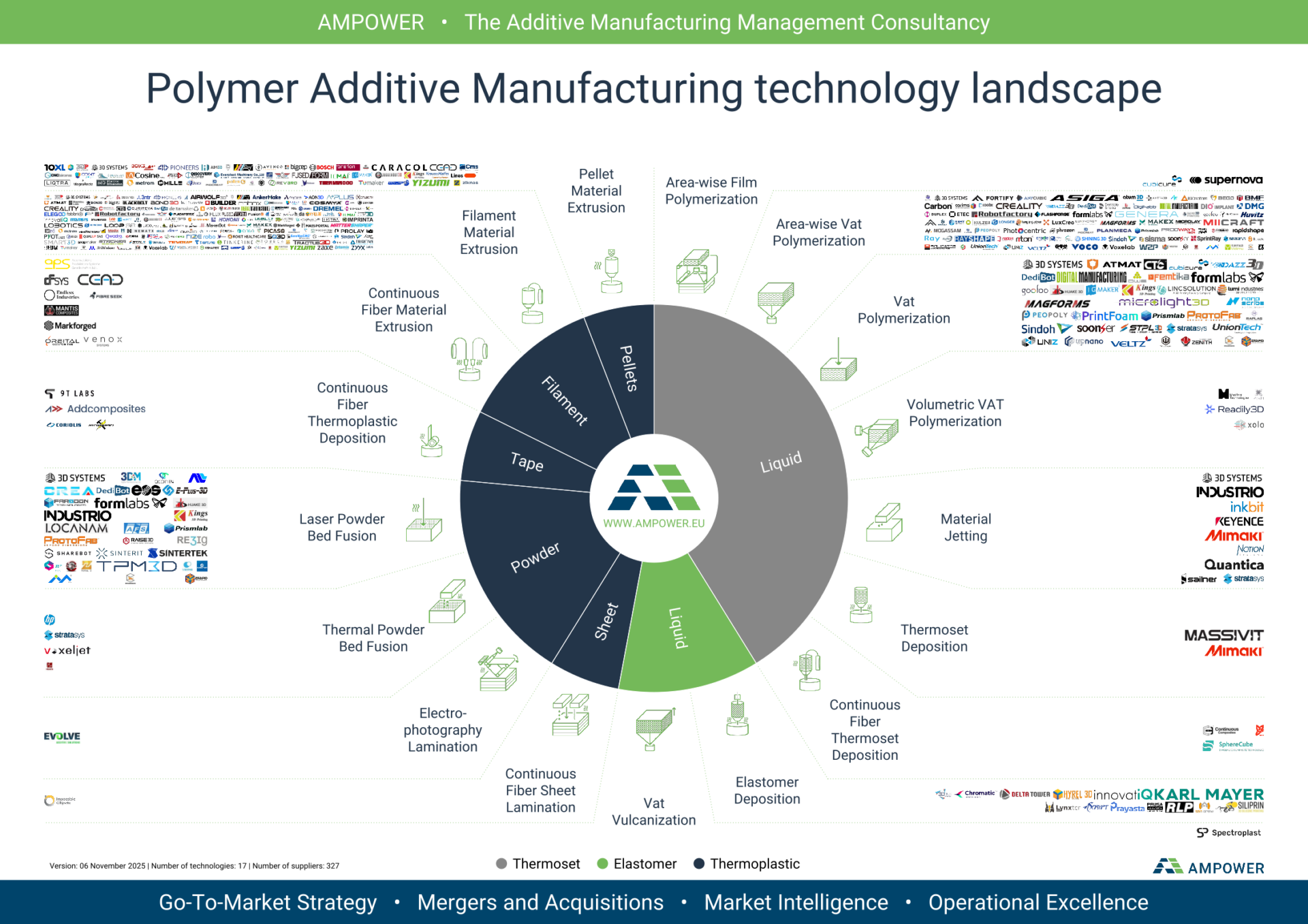
Polymer Technology Landscape

We will cover two sub-categories of the Powder Bed Fusion Family: Laser Powder Bed Fusion and Thermal Powder Bed Fusion.
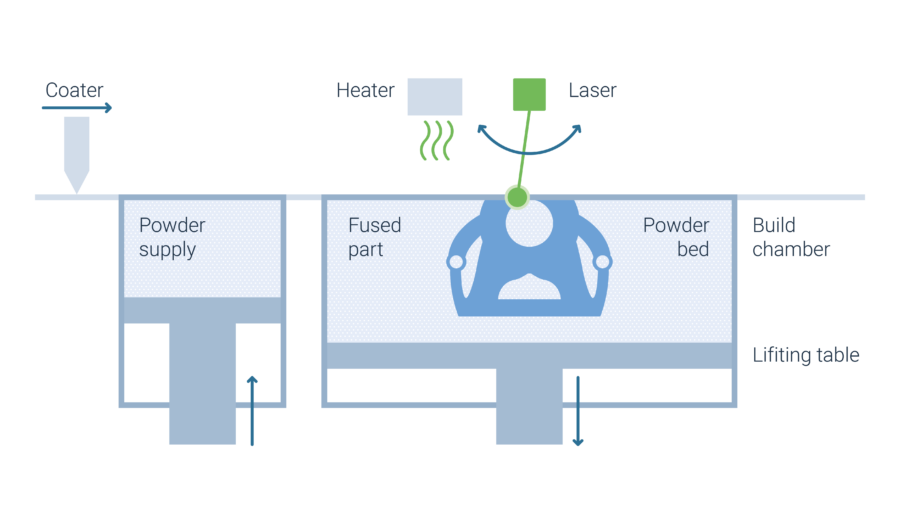 Laser Powder Bed Fusion (L-PBF), also known by its brand name of Selective Laser Sintering (SLS) is a proven AM technology. This technology is well established in the market and is used to produce prototypes, end use parts as well as spare parts. Especially the development over the past years of high temperature material systems made this technology also relevant for industrial use within aviation and other high-performance industries.
Laser Powder Bed Fusion (L-PBF), also known by its brand name of Selective Laser Sintering (SLS) is a proven AM technology. This technology is well established in the market and is used to produce prototypes, end use parts as well as spare parts. Especially the development over the past years of high temperature material systems made this technology also relevant for industrial use within aviation and other high-performance industries.
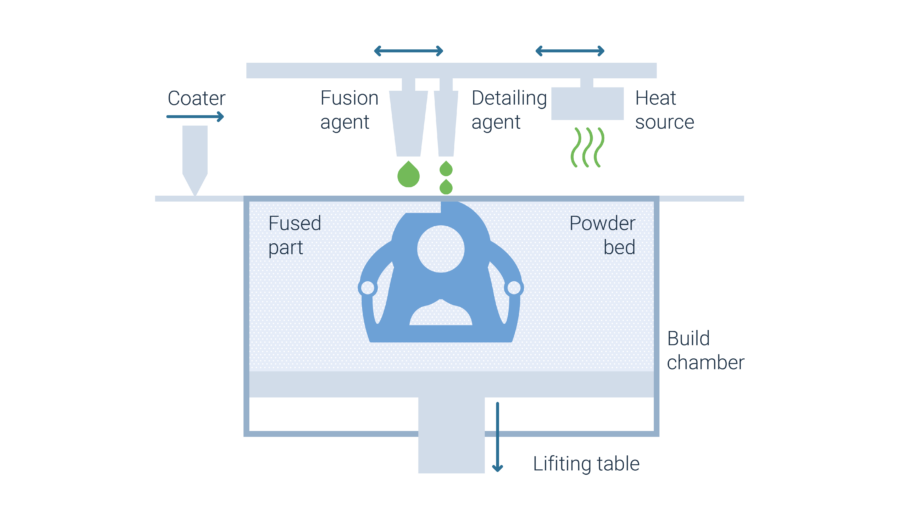 Thermal Powder Bed Fusion also known under the brand names of Multi Jet Fusion (MJF) or High-Speed Sintering (HSS) was patented by Neil Hopkinson in 2004. This technology stands out with its productivity and high production capabilities. Thermal Powder Bed Fusion was commercialized by HP as well as VOXELJET.
Thermal Powder Bed Fusion also known under the brand names of Multi Jet Fusion (MJF) or High-Speed Sintering (HSS) was patented by Neil Hopkinson in 2004. This technology stands out with its productivity and high production capabilities. Thermal Powder Bed Fusion was commercialized by HP as well as VOXELJET.
We will cover two sub-categories of Material Extrusion (ME): Filament Material Extrusion and Pellet Material Extrusion.
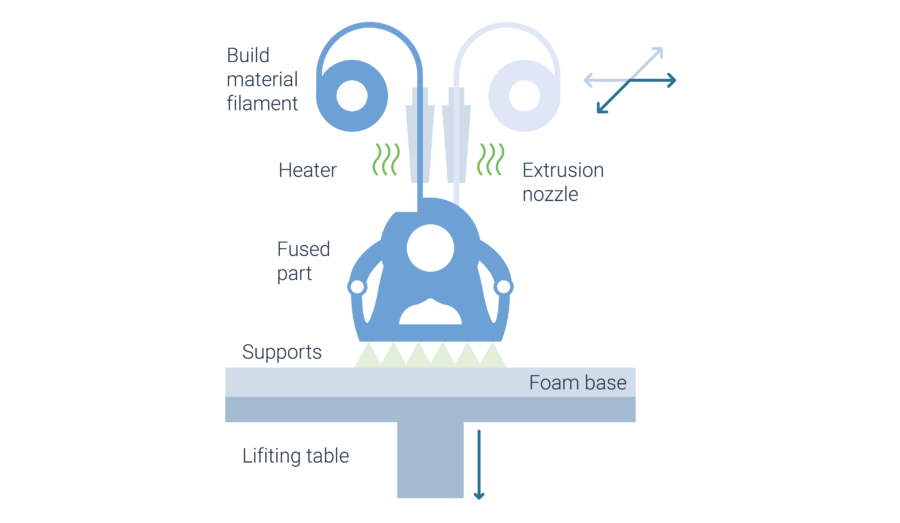 Material Extrusion, also known as Fused Deposition Modeling (FDM) or Fused Filament Fabrication (FFF), was developed and patented by STRATASYS in the early days of AM. After the patent expired in 2009, this technology played a major role in the development of the consumer 3D printing market as well as the expansive adoption of Additive Manufacturing in the industry.
Material Extrusion, also known as Fused Deposition Modeling (FDM) or Fused Filament Fabrication (FFF), was developed and patented by STRATASYS in the early days of AM. After the patent expired in 2009, this technology played a major role in the development of the consumer 3D printing market as well as the expansive adoption of Additive Manufacturing in the industry.
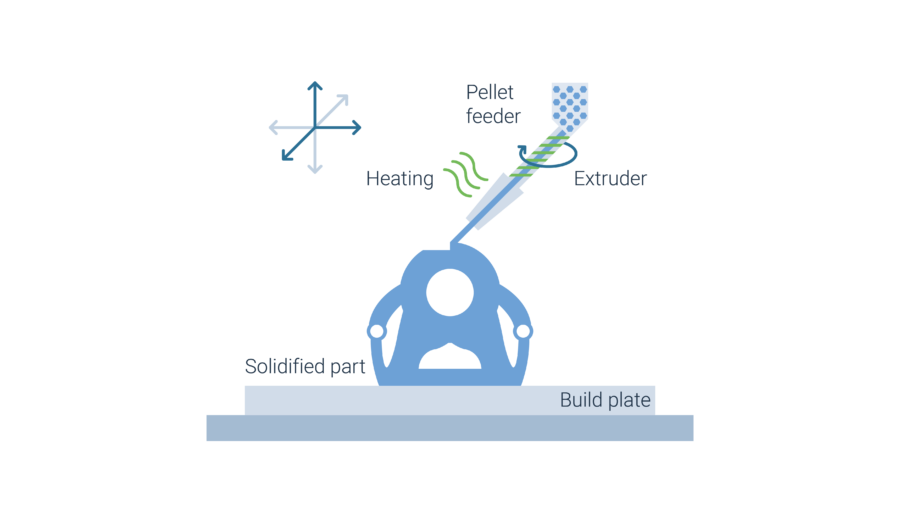 Pellet Material Extrusion is a modification of Filament ME. The two technologies only differ regarding the used feedstock form and the extrusion principle. These differences also affect the potential uses of the technologies. While filament is generally used for small and medium size parts, Pellet ME can output higher volumes of 10x or 100x or more to create large parts. But not only the higher throughput and speed are a decision factors, also the pellet feedstock is considerably lower in cost than filament.
Pellet Material Extrusion is a modification of Filament ME. The two technologies only differ regarding the used feedstock form and the extrusion principle. These differences also affect the potential uses of the technologies. While filament is generally used for small and medium size parts, Pellet ME can output higher volumes of 10x or 100x or more to create large parts. But not only the higher throughput and speed are a decision factors, also the pellet feedstock is considerably lower in cost than filament.
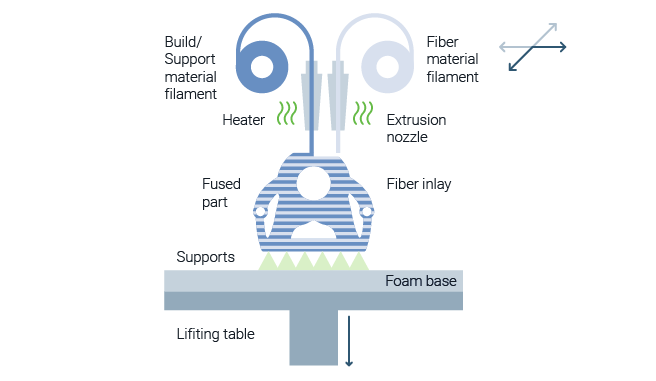
Continuous Fiber Material Extrusion is an advanced form of Filament-Based Material Extrusion that incorporates continuous fibers to enhance mechanical properties. Offered by suppliers like MARKFORGED, ANISOPRINT, and DESKTOP METAL, the process involves heating thermoplastic filament and extruding it through a nozzle while embedding continuous fibers selectively to strengthen heavily loaded areas of the part.
We will cover two sub-categories of Vat Polymerization: The original Vat Polymerization process, also known as Stereolithography (SLA), as well as Area-wise Vat Polymerization.
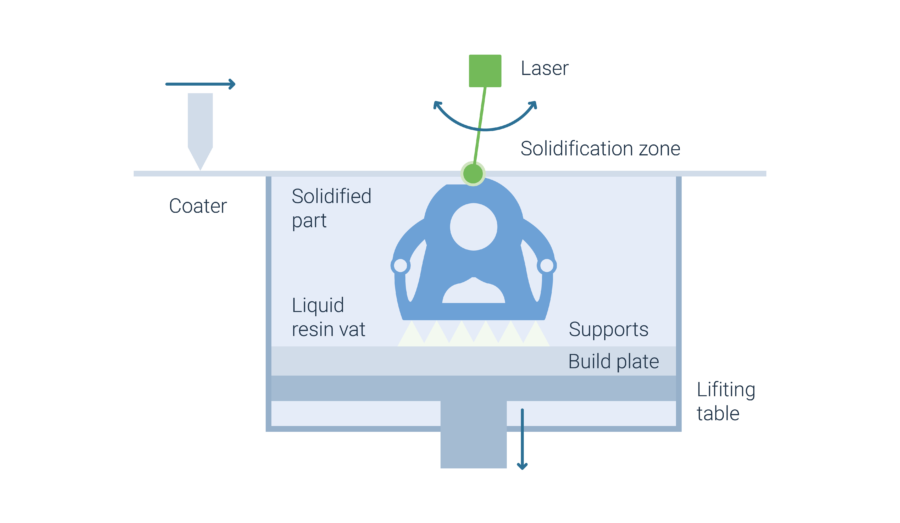 Vat Polymerization also known as Stereolithography (SLA) is the origin of the 3D printing technology. Variations of the process have been developed over the last 40 Years to increase the efficiency and the accuracy of the process. Especially the medical sector is taking advantage of the various polymerization processes.
Vat Polymerization also known as Stereolithography (SLA) is the origin of the 3D printing technology. Variations of the process have been developed over the last 40 Years to increase the efficiency and the accuracy of the process. Especially the medical sector is taking advantage of the various polymerization processes.
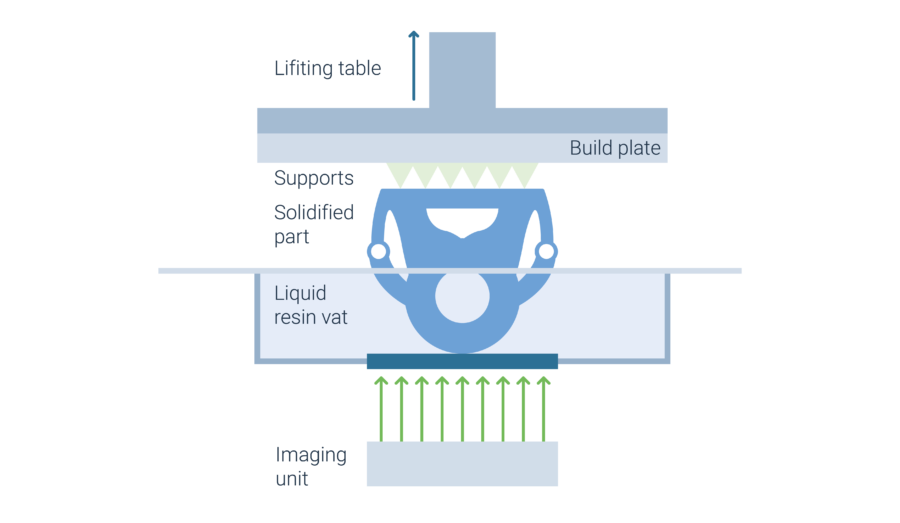 Area-wise Vat Polymerization, known also as Digital Light Processing or DLP, is a modification of Vat Polymerization. Instead of selective curing of a photopolymer by laser, a UV projector is used that cures an entire layer at once. This technology was first introduced by ENVISIONTEC and its founder Al Siblani.
Area-wise Vat Polymerization, known also as Digital Light Processing or DLP, is a modification of Vat Polymerization. Instead of selective curing of a photopolymer by laser, a UV projector is used that cures an entire layer at once. This technology was first introduced by ENVISIONTEC and its founder Al Siblani.
Nowadays this process is especially popular in the medial sector. Dental aligners, hearing aids and other customized products are produced via this technology in high numbers and take advantage of the accuracy and speed of this technology.