Laser Powder Bed Fusion (L-PBF) - Metal
The most known metal AM technology
Metal Laser Powder Bed Fusion (L-PBF), which is often referred to as Selective Laser Melting, is part of the Powder Bed Fusion family and is the most widely used metal process in an industrial context. Over 80% of the installed metal machine base across all industries are LPBF-machines that are used especially for high-end applications, using the design freedom and strong mechanical properties of the technology.

Technology principle
How does Laser Powder Bed Fusion work?
Laser Powder Bed Fusion (L-PBF) is based on melting of a powder feedstock by exposure with laser radiation. The powder material is applied by a leveling system in a predefined layer thickness to a substrate plate fixed on the build platform. The leveling system can be a blade, brush or roller that applies a predefined amount of powder from a reservoir and spreads it on the substrate plate. Alternatively, the powder container itself is moved across the substrate plate and distributes the powder evenly.
The energy for bonding the powder particles is provided by a laser. The laser beam is directed on the powder bed so that it selectively melts the powder. Machine development started with one laser source and optic, today many production systems use multiple lasers to increase productivity. For guiding the laser beam, often a mirror deflection system is used. Furthermore, machine systems exist in which the laser is moved via a gantry with multiple axes. These solutions promise to be especially cost-efficient.
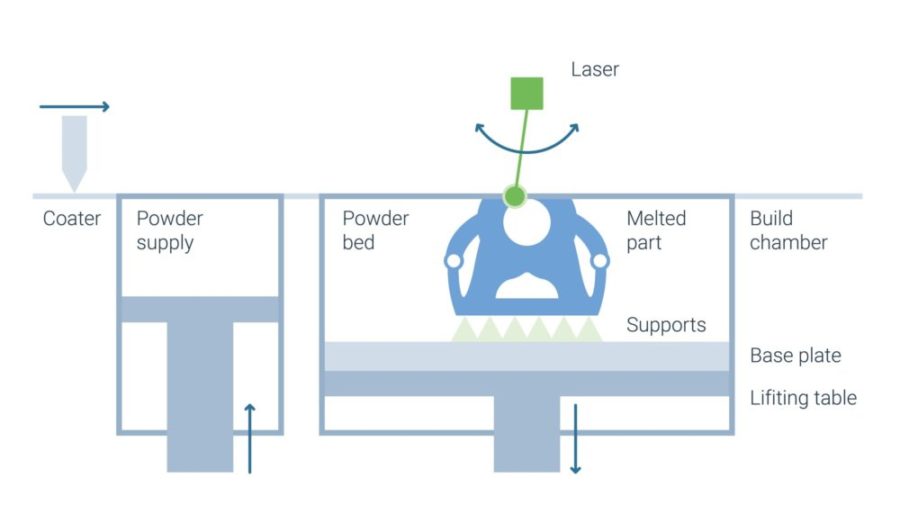
When the exposure process is completed, the build platform is lowered by the amount of the layer thickness and the next powder layer is applied. When re-exposing the next layer, it fuses with the previously generated layer. The process described is repeated until the entire component geometry is generated. The unexposed powder remains loose and can be recycled.
Because of the strong reaction tendency of metallic powders, the process takes place in protective atmosphere. Before starting the process, the build chamber is purged typically with argon or nitrogen, until an oxygen content of less than 0.1 % is reached. Alternatively, machines exist in which the process takes place under vacuum.
The most important process parameters are the laser power, scanning velocity, the layer thickness, the diameter of the laser beam focus and the scan strategy, that defines the pattern in which the powder is exposed. Optimal parameters differ depending on the metal alloy and the powder characteristics.
Laser Powder Bed Fusion with vacuum
To avoid negative effects during the actual fusion process, such as oxygen pickup, usually the build chamber is flooded with a process gas to create an inert atmosphere. Machine suppliers, such as EVOBEAM, offer systems that pull a vacuum inside of the build chamber to create the inert processing atmosphere.
Benefits of using a vacuum as inert atmosphere is use of less costly process gas. Process inherent material porosity in terms of voids can be closed during hot isostatic pressing, since there is no entrapped gas. Furthermore, processing under vacuum may have benefits on the undesired oxygen or nitrogen pickup. Downside of vacuum machines is the complex and usually costly system technology. Also, smoke residue during processing has to be dealt with.
Machine suppliers 3D SYSTEMS and RENISHAW use the evacuation of the build chamber to minimize oxygen contamination before flooding the chamber with Argon gas. The actual melting process in these machines is not run under vacuum, but a highly purified inert gas atmosphere.
Hybrid Laser Powder Bed Fusion
Hybrid L-PBF systems are a combination of CNC milling and LPBF process. Offered by companies OPM LAB and MATSUURA, these machines enable in-situ milling of every other layer contour. After PBF processing of a layer, a milling head inside of the build chamber machines along the contours of the just created part layer to improve its surface quality. Through this strategy, all of the printed part surface can be processed via milling. However, this hybrid processing comes with a loss of productivity of the PBF process. The feasibility is highly part dependent. Today, the systems are almost exclusively used in mold and tool making industry, where a high surface quality is required.
Area-wise Powder Bed Fusion
Area-wise Laser Powder Bed Fusion is a proprietary process from SEURAT TECHNOLOGIES that uses a high power, pulsed laser source as well as complex optics to melt complete areas in one shot. The process mirrors the principle of Area-wise Vat Polymerization and therefore promises extremely high productivity. Since its introduction, the technology only marginally increased in its Industrialization Index, with first customers able to order parts. Further developments to reach maximal pulse rate and laser power are still ongoing and become increasingly difficult, if the projected melting rates want to be achieved. Due to the complexity and extremely high investment cost of the high-power laser source and especially the needed optical components it is most likely, that the technology will be used for part production only without external machine sales for the foreseeable future.
Read more about this topic in the Course.