
 The most known metal Additive Manufacturing technology is L-PBF or Laser Powder Bed Fusion, often referred to as Selective Laser Melting (SLM). With an installed base of several thousand systems, the technology is now widespread and used in many applications in production.
The most known metal Additive Manufacturing technology is L-PBF or Laser Powder Bed Fusion, often referred to as Selective Laser Melting (SLM). With an installed base of several thousand systems, the technology is now widespread and used in many applications in production.
The main benefits of L-PBF technology are the good mechanical properties of the resulting parts, their high density and the fine resolution. The technology is well-established with a large variety of available metal alloys. It is a single-stage production that enables a high freedom of design. Scrap material is reduced through near net shape production and recycling of the unmelted powder.
However, internal residual stresses that are induced during cooling constitute a restriction since they can lead to part deformations or cracks. Support structures to counteract such stresses have to be removed after the building process. The relatively rough surface, moreover, typically requires several post-processing steps. The investment costs for machine systems as well as the feedstock material are considerably high and may pose a limiting factor on potential business cases.
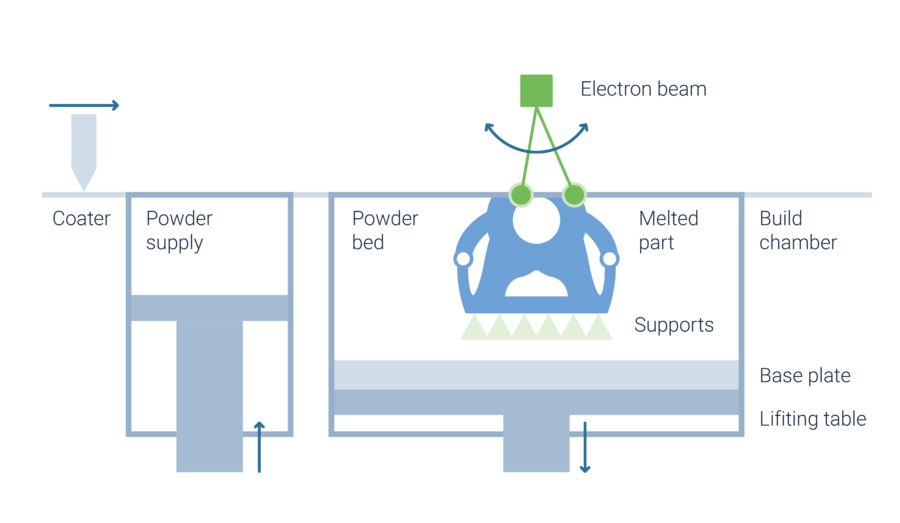 In the shadow of L-PBF, Electron Powder Bed Fusion (E-PBF) developed as a major Additive Manufacturing technology for certain industries and applications such as medical devices in form of hip cups for bone replacement.
In the shadow of L-PBF, Electron Powder Bed Fusion (E-PBF) developed as a major Additive Manufacturing technology for certain industries and applications such as medical devices in form of hip cups for bone replacement.
The high density and good mechanical properties of parts manufactured via E-PBF are the main advantages. The possibility of stacking parts in the built chamber enables the production of bigger lot sizes and makes production more efficient. E-PBF is a single-stage production. A recycling of the unexposed powder is possible, however, due to formation of the powder cake, a more extensive treatment of the powder is necessary. As a result of preheating the powder bed, low temperature gradients occur during the process, and only minor internal stresses develop.
Restrictions are mainly the low degree of dissemination of the technology and the small selection of available qualified alloys. The freedom of design is limited due to formation of the powder cake that is difficult to remove from channels and internal structures.
 The patents for Binder Jetting Technology (BJT) are as old as the ones from Laser Powder Bed Fusion. However, in recent years, the technology is getting more attention due to several new players in the field who claim, BJT might enable large volume metal Additive Manufacturing production.
The patents for Binder Jetting Technology (BJT) are as old as the ones from Laser Powder Bed Fusion. However, in recent years, the technology is getting more attention due to several new players in the field who claim, BJT might enable large volume metal Additive Manufacturing production.
In classical BJT systems such as the ones distributed by EXONE or DIGITAL METAL the liquid binding agent is selectively deposited with a single print head. Meaning the width of the print head does not cover the full width of the powder bed. Therefore, the print head moves multiple times in xy-direction over the powder bed to completely cover the printing area and distributing the polymer binder.
BJT is a sinter-based Additive Manufacturing technology which means, the parts are printed as green parts with a certain polymer binder saturation. After printing, parts have to be debinded and sintered mostly in furnaces.
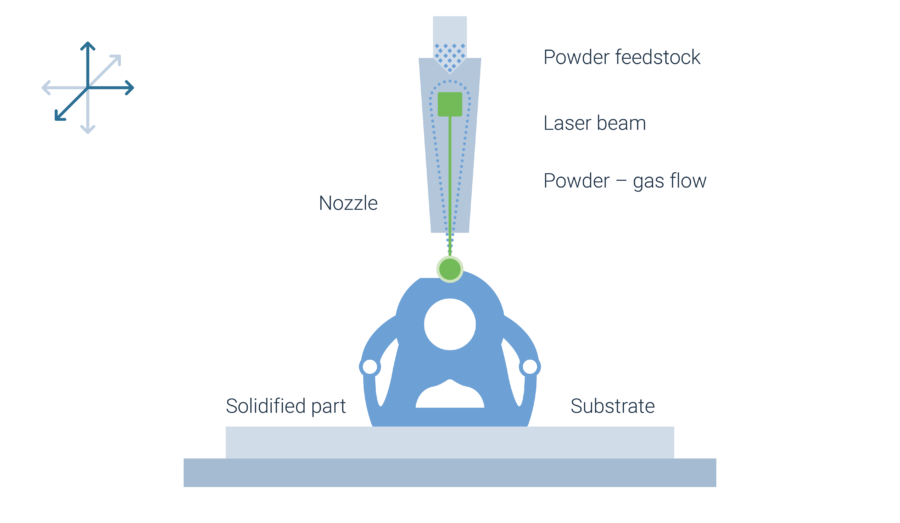 Powder Laser Energy Deposition, also known as Laser Metal Deposition (LMD) is a welding technology used for many years. Recently the technology is adopted as an Additive Manufacturing technology by system integrators and off-the-shelf system providers. Typical for DED technologies is the high deposition rate of material, which is locally applied to form near net-shape blanks.
Powder Laser Energy Deposition, also known as Laser Metal Deposition (LMD) is a welding technology used for many years. Recently the technology is adopted as an Additive Manufacturing technology by system integrators and off-the-shelf system providers. Typical for DED technologies is the high deposition rate of material, which is locally applied to form near net-shape blanks.
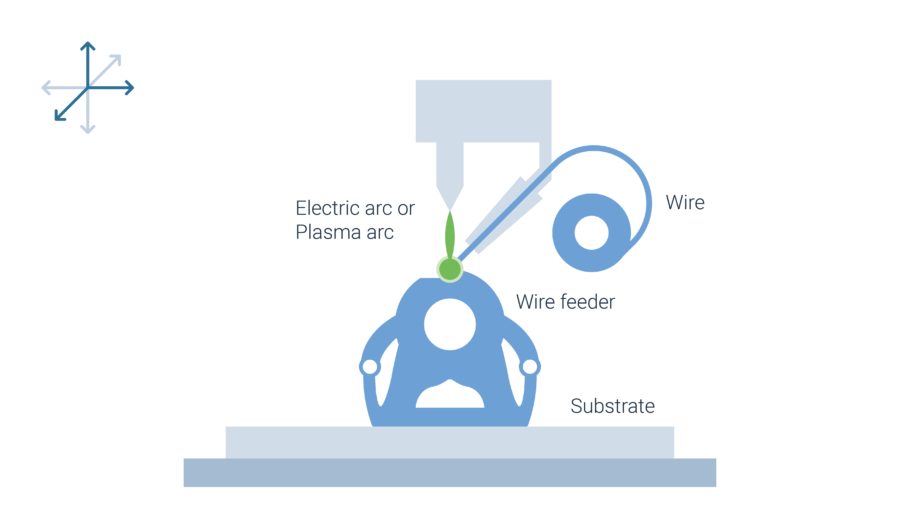 Wire Arc Energy Deposition, often referred to as WAAM is based on conventional wire based welding processes such as MIG, MAG and TIG welding. Due to its simplicity and low cost input material, the technology promises very high build rates at low cost. However, to achieve the full flexibility that Additive Manufacturing claims, further development efforts in data preparation are still necessary. Wire arc deposition technologies have a comparatively high deposition rate of material within the group of DED technologies. Wire Arc ED is almost always used to form near net-shape blanks.
Wire Arc Energy Deposition, often referred to as WAAM is based on conventional wire based welding processes such as MIG, MAG and TIG welding. Due to its simplicity and low cost input material, the technology promises very high build rates at low cost. However, to achieve the full flexibility that Additive Manufacturing claims, further development efforts in data preparation are still necessary. Wire arc deposition technologies have a comparatively high deposition rate of material within the group of DED technologies. Wire Arc ED is almost always used to form near net-shape blanks.
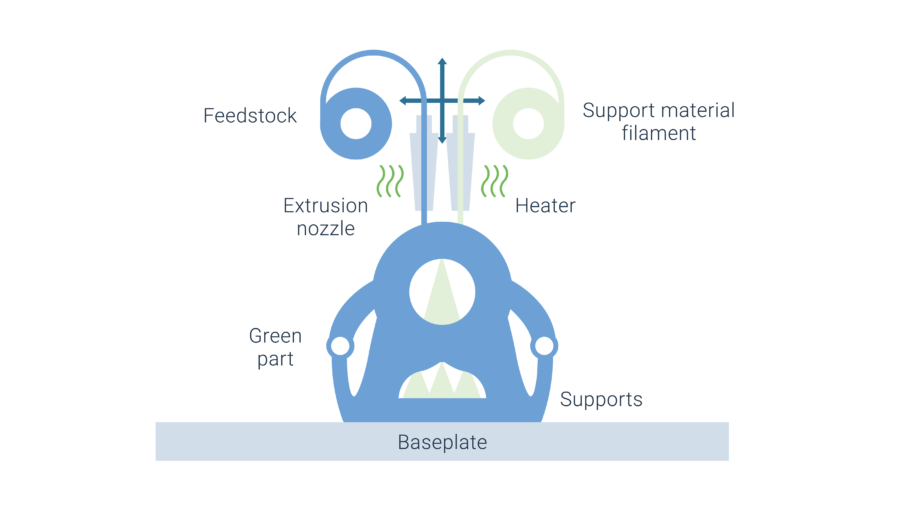 Metal Material Extrusion (ME), often referred to as metal FDM, is a technology based on the widely known polymer ME process. The feedstock in form of a filament, a rod or MIM granulate is made out of a compound of polymer binder and metal powder. It is processed through a printhead which is moving in xy-direction while the build platform is being moved in z-direction. The polymer component of the feedstock is melted and deposited layer by layer on the build platform until the part is completed. The resulting green body is then post-processed by removal of the polymer binder phase and subsequent sintering. During sintering near melting temperature densification leads to the final metal part.
Metal Material Extrusion (ME), often referred to as metal FDM, is a technology based on the widely known polymer ME process. The feedstock in form of a filament, a rod or MIM granulate is made out of a compound of polymer binder and metal powder. It is processed through a printhead which is moving in xy-direction while the build platform is being moved in z-direction. The polymer component of the feedstock is melted and deposited layer by layer on the build platform until the part is completed. The resulting green body is then post-processed by removal of the polymer binder phase and subsequent sintering. During sintering near melting temperature densification leads to the final metal part.
So far, most machine vendors mainly focus on developing and providing systems for the actual printing of the green parts. For the post-processing debinding and sintering systems from MIM industry are used. However, some players recently developed specific solutions for debinding stations and furnaces to offer a complete process chain.