Support Structures
Support restricts freedom of design
Many metal Additive Manufacturing technologies require support structures that are created during the printing process to improve heat conductivity and prevent distortion of the part. The need for support structures leads to certain design and process limitations. The type, amount and even material of supports as well as the rule set to apply them greatly differ depending on the considered process.
In PBF technology, support structures are required for numerous reasons. They are placed below overhangs of parts to allow for a build-up of material on consecutive manufacturing layers. Since powder acts as a heat insulator, supports are needed to dissipate the heat from the exposed area and avoid balling of molten material. Part overhangs with an angle below 45° with respect to the building platform have to be supported. The exact angle might differ depending on the material and process parameters.
In LB-PBF the powder bed does not possess a mechanically stabilizing property, therefore support structures fix the part to the building platform to avoid undesired part movement during coating process with new powder. Furthermore, the support structures have to counteract heat-induced residual stresses and prevent deformation of a part. Similar to other welding processes, residual stresses are formed during the material fusion and solidification. For some parts it may be beneficial to use solid structures that withstand the load from residual stresses or place the parts directly onto the building platform.
To reduce the efforts of support removal and allow more complex geometries LB-PBF OEMs are working on improved process strategies to realize support free manufacturing of lower angles. Most prominently VELO 3D introduced a LB-PBF system and process concept, that significantly reduce the need for support structures. The system uses a combination of a proprietary recoating system and a software to optimize exposure. The aim is to minimize inherent stresses during the process and optimize the heat management, which results in fewer supports. Other LPBF suppliers like EOS and SLM SOLUTIONS have also introduced solutions, many based on optimized exposure strategies to build overhangs support free.
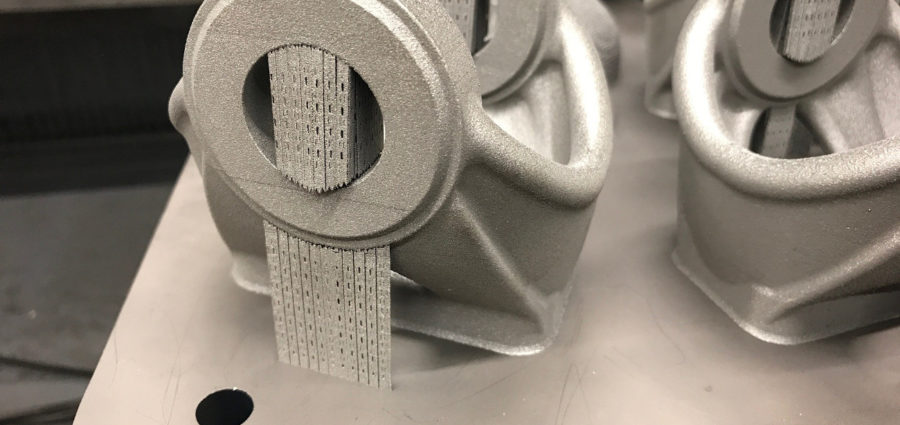
Thin and easy to remove support structure.
Solid connection of the part. Radius to prevent cracking by residual stress.
Supports broke during printing process due to residual stresses.
The supports are removed after the building processes. The respective part end of the support structure is typically tapered. High notch stresses near this part interface lead to a predetermined breaking point and facilitates the support removal. The supported surface has to be post-processed to remove support remnants. Supports should not be attached to surfaces where a subsequent machining is undesired or even impossible, such as for to lattice structures or other filigree features. Thus, the building direction and subsequent support is of a major importance during data preparation.
Read more about this topic in the AM Fundamentals Course.