Blog
Why is it so difficult to print copper
All Blog Articles Copper 3D Printing Why is it so difficult to 3D print copper? Share article Copper is a






All Blog Articles Copper 3D Printing Why is it so difficult to 3D print copper? Share article Copper is a

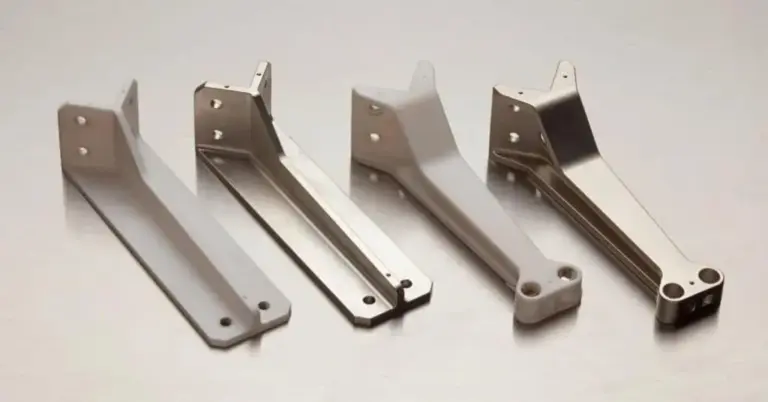
All Blog Articles Aerospace AM: Transforming the Future of Aviation Are There Any 3D Printed Parts in My Airplane? Share
All Blog Articles Cost per Part in AM – How Much Does It Cost to Print a Part? Understanding Cost



