- Long lead times: Developing a new engine from scratch is a complex and time-consuming process. Small design changes require the production of tools and are therefor expensive and time-consuming
- Weight: For flying parts, every gram leads to additional fuel consumption. Weight reduction is thus a major goal of every part.
- Complex manufacturing: Designing and manufacturing an engine is a complex process that involves hundreds of designers and sub-suppliers. Reducing manufacturing complexity and the number of suppliers leads to lower cost and a more stable supply chain.
The engine has been completely re-designed from a blank sheet of paper. Additive Manufacturing was used as a main production technology and could be used to create parts that were otherwise impossible to produce.
The engine is produced using several AM technologies, among them metal Laser Powder Bed Fusion (L-PBF) and Directed Energy Deposition (DED).

- Functional Integration: 845 parts have been integrated into 11 components, leading to significantly less manufacturing complexity.
- Performance increase: Up to 20% less fuel consumption and 10% performance increase of the engine.
- Reduced time to market: Developed from clean sheet to working prototype in under 2 years.
- End user & product: GE AVIATION
- Technologies used: Several, e.g. Laser Powder Bed Fusion (L-PBF) and Directed Energy Deposition (DED)

By loading the video, you agree to YouTube's privacy policy.
Learn more

- Long lead times: Designing a new gripping finger for a specific application takes time and requires sourcing of several components.
- Complex manufacturing: Gripping fingers are usually designed of several components that need to be kept on stock and assembled.
- Machine downtime: Every hour of stillstand in a production line is costly. The gripping finger must therefore be available with short leadtimes and changeover times must be kept short.
While grippers can be produced with a range of AM technologies we present 2 different grippers produced with a ME printer by the French company POLLEN AM.
The first design is a suction cup that is produced in one component in a very low hardness TPE. The material used is airtight and can be manufactured in one part.
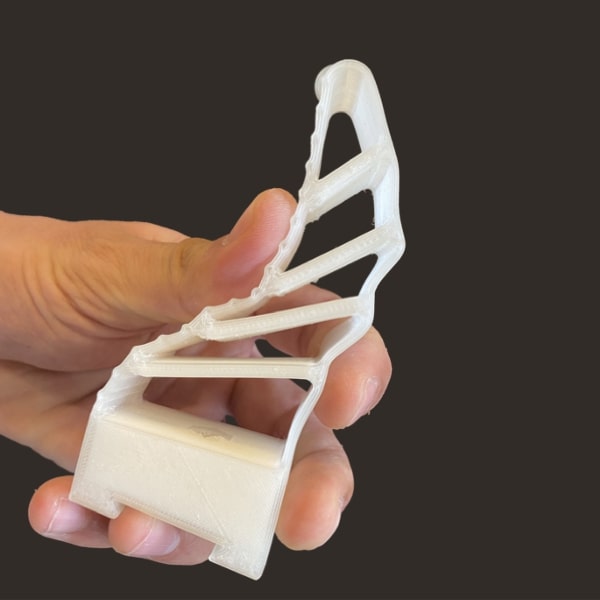
The second part is a gripping finger that has been printed in two materials – ABS for toughness and TPU 33 Shore D to ensure flexibility.
Both parts were printed in an extrusion printer from pellets that are typically used for injection molding.
- Flexibility: The operator of the production line can produce the parts directly on site and is independent of suppliers.
- Less spare parts: Short lead times and the possibility to produce parts in one go reduce the need to keep parts on stock.
- Low production cost: No need for tooling and the possibility to use Pellets lead to low production cost.
- Technology supplier: POLLEN AM
- Technology: Material Extrusion (ME)
- Printer: PAM SERIES P
- Materials: TPE, ABS & TPU
By loading the video, you agree to YouTube's privacy policy.
Learn more
By loading the video, you agree to YouTube's privacy policy.
Learn more

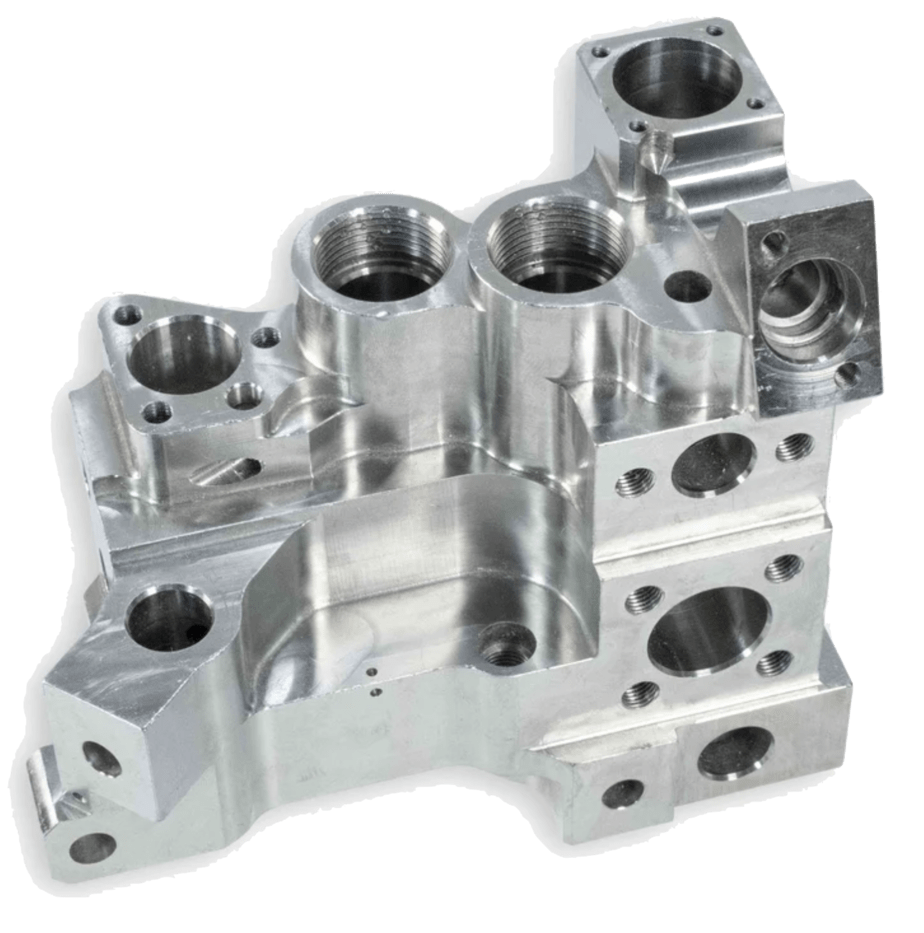 The original component is machined from a forged block with several drillings and assembly operations. This leads to limited design freedom and long lead times.
The original component is machined from a forged block with several drillings and assembly operations. This leads to limited design freedom and long lead times.
- Weight: The potential to reduce the weight of the existing component is limited by the complex manufacturing process.
- Qualification: The part needs to meet highest quality standards due to the critical function.
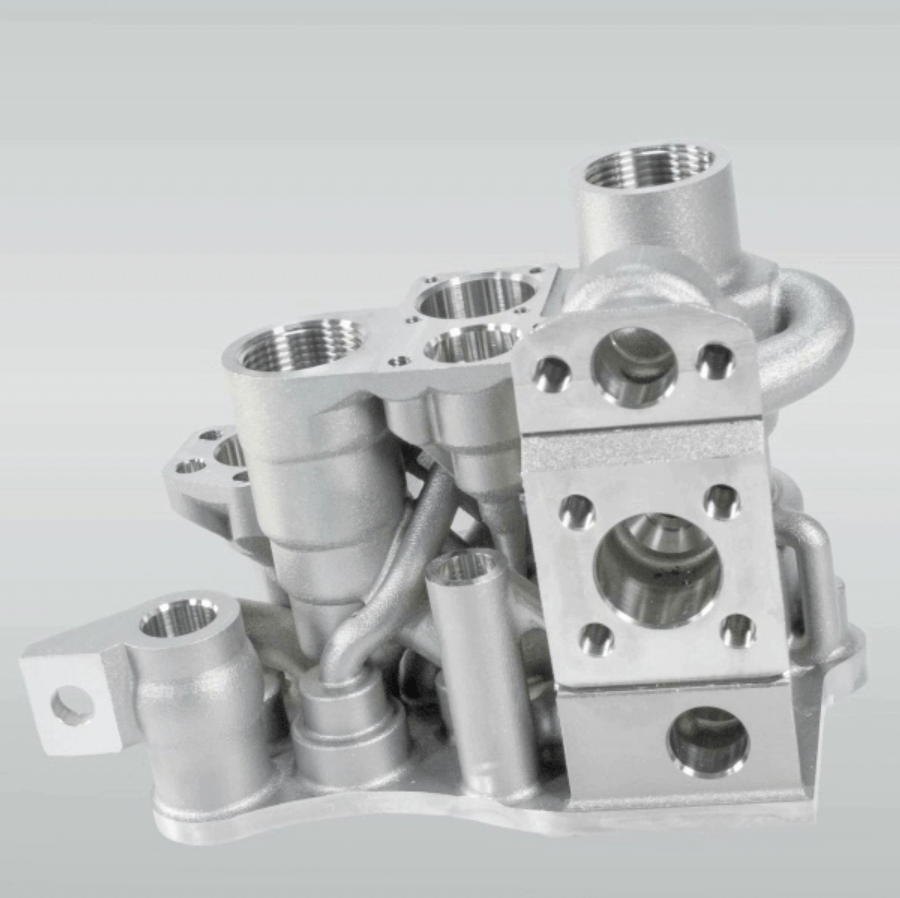
- Assembly: The original part consisted of several components and a complex system of pipes. The design was sub-optimal given limited installation space.
The design was optimized based on the installation space and the goal to keep short connections to interfaces. Material was then only added where necessary, resulting in 35% less weight.
The part was produced on an EOS M290 in titanium. After printing, a heat treatment as well as a treatment of the internal channels was performed.
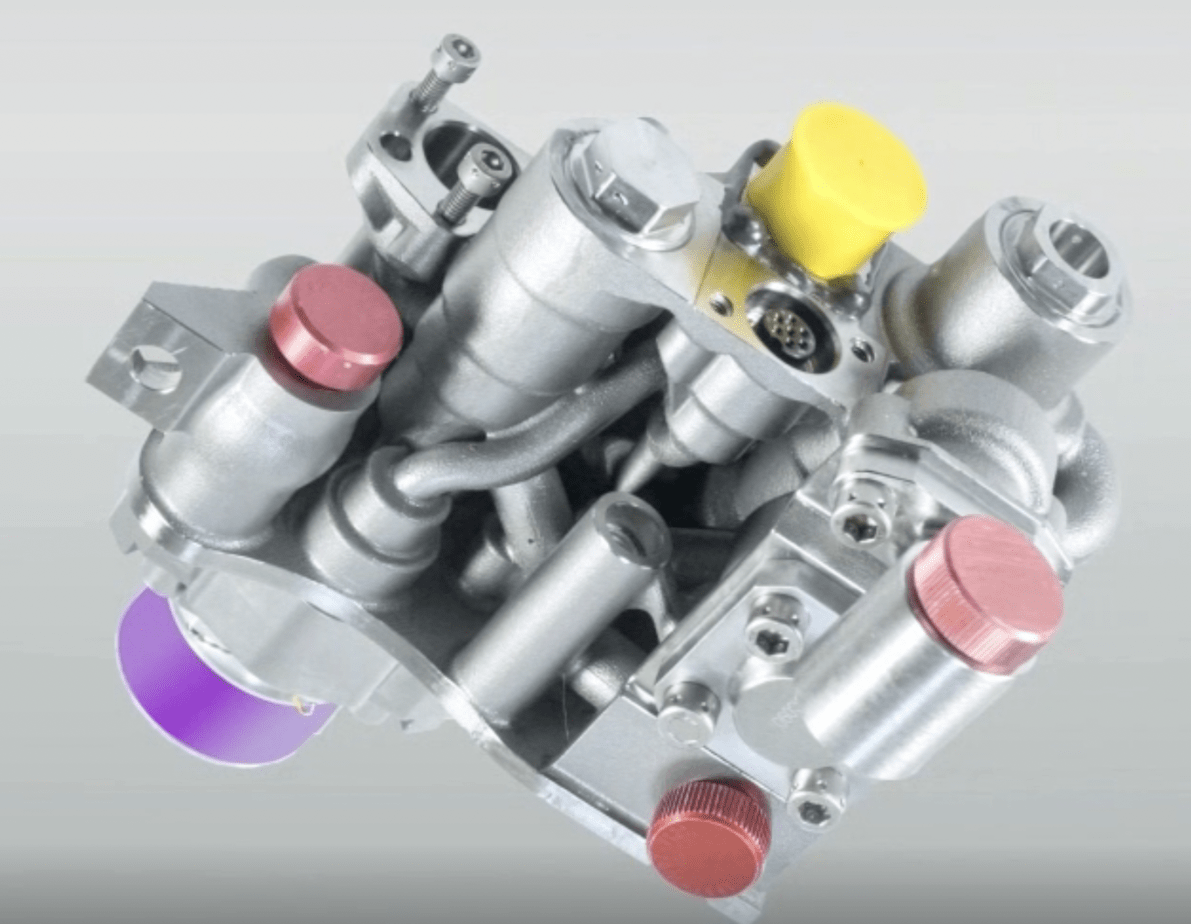
- 35% weight reduction: The new part is 35% lighter, leading to reduced fuel consumption and CO2 emissions.
- 10 parts eliminated: The new design integrated 10 functional elements into the new valve block, eliminating the complex piping system.
- 75% less production time: The new design eliminates several manufacturing steps, the part can be printed within 1 day.
The printed part fulfilled all certification requirements and has been successfully used on a test flight of the AIRBUS A380 aircraft.
- End user & product: AIRBUS A380
- Machine supplier: EOS
- Part manufacturer: LIEBHERR AEROSPACE