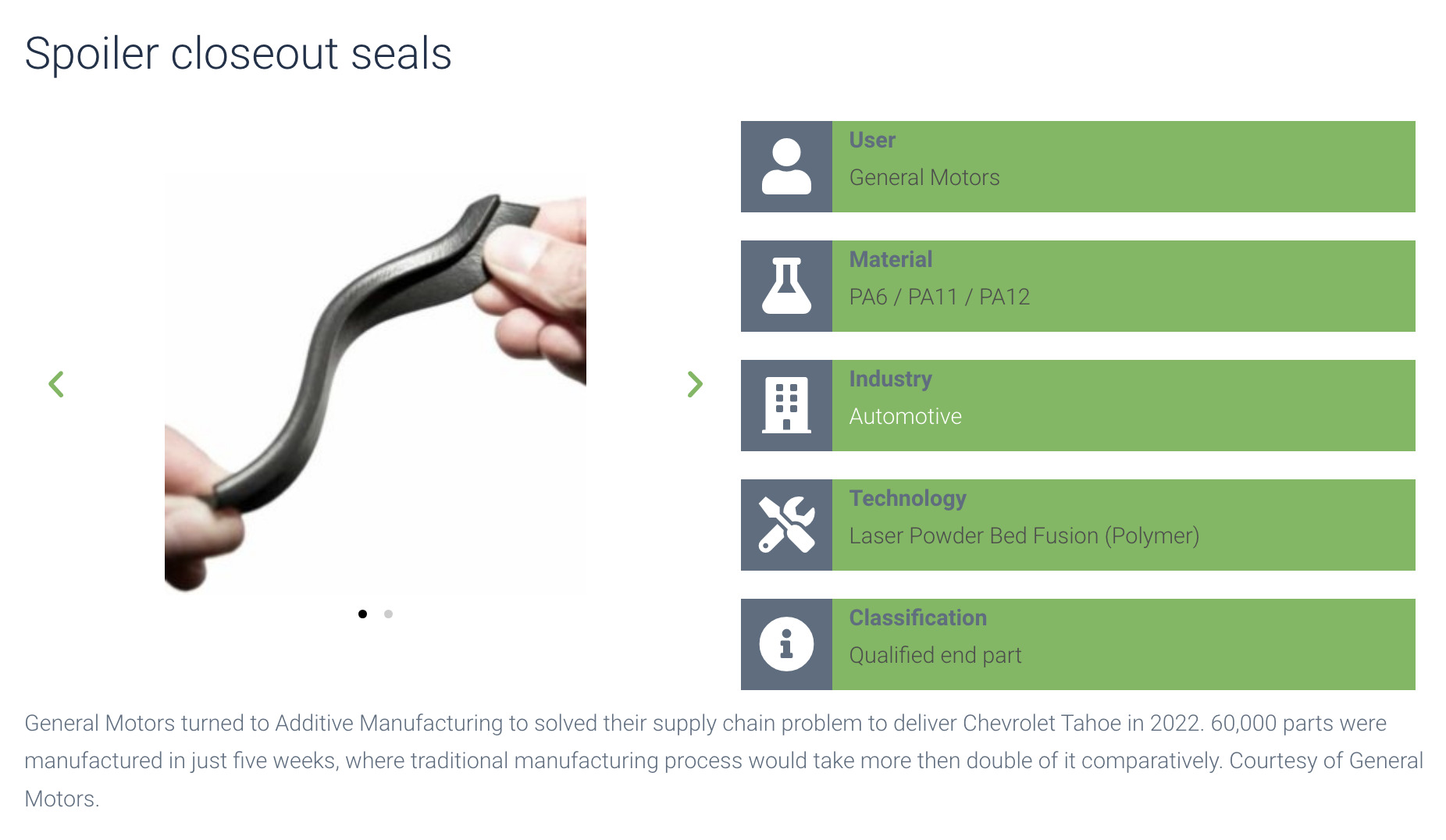
AM offers the potential to significantly reduce the time to market. The ability to quickly iterate different designs and the fact that the CAD model directly acts as production data speeds up the development process.
At the same time, there is no need to produce toolings, which can reduce the development time for new products from several months to weeks.
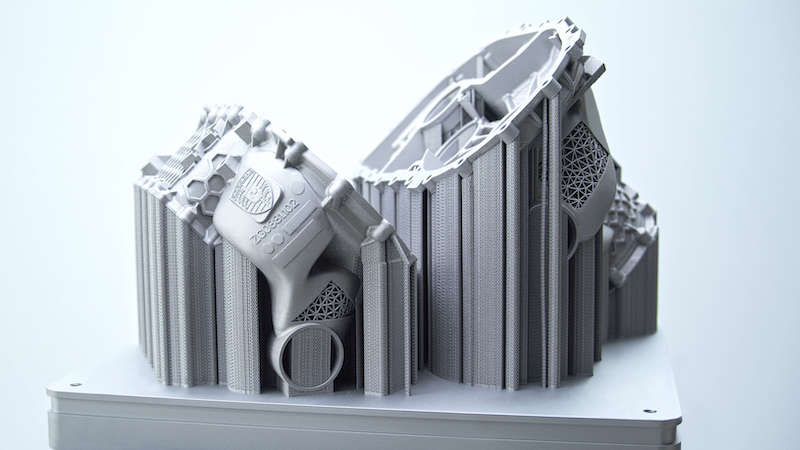
Application example for faster product development and time to market: Spoiler closeout seals
AM has the potential to reduce the number of process steps and thus leads to lower manufacturing complexity. Especially complex parts usually require a combination of several technologies and processing steps. Here AM offers the potential to produce semifinished parts in one go.
It is important, however, to take the number of post processing operations that will be required into account.
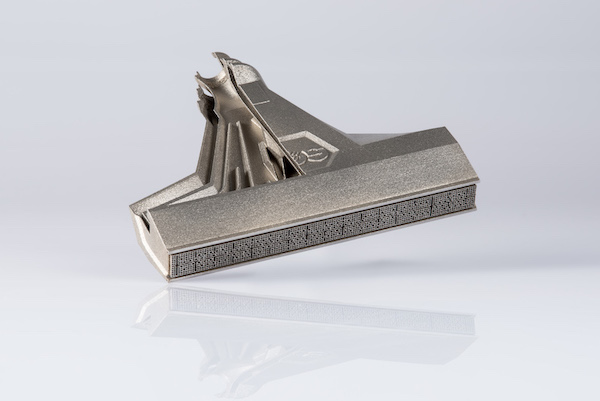
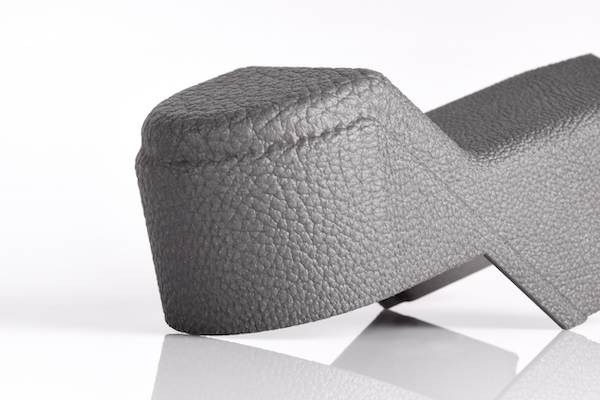
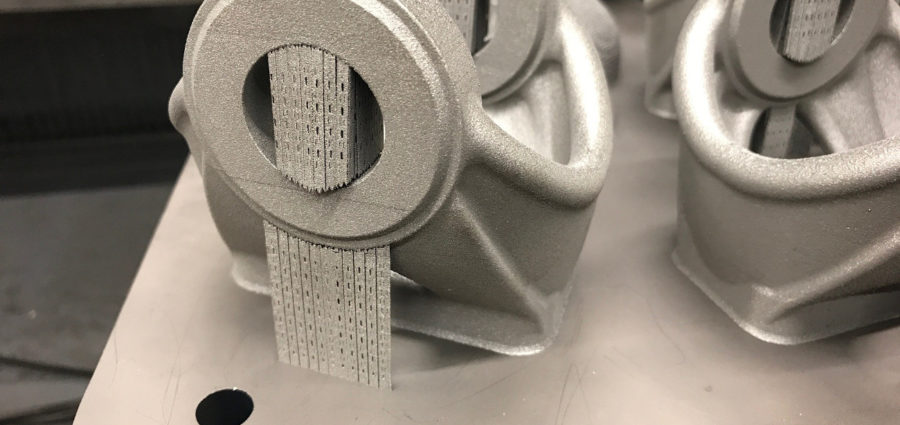
Application example for simplified manufacturing processes: 1/2 scale liner

AM offers the potential to produce parts in low quantities at relatively low cost. This comes from the fact that no tooling is required.
Generally speaking, AM is therefore especially competitive for low- to mid production volumes. We will discuss the suitability of different technologies for mid- to high volumes in the technology section of this course.
Application example for cost-efficient production of small batch sizes: 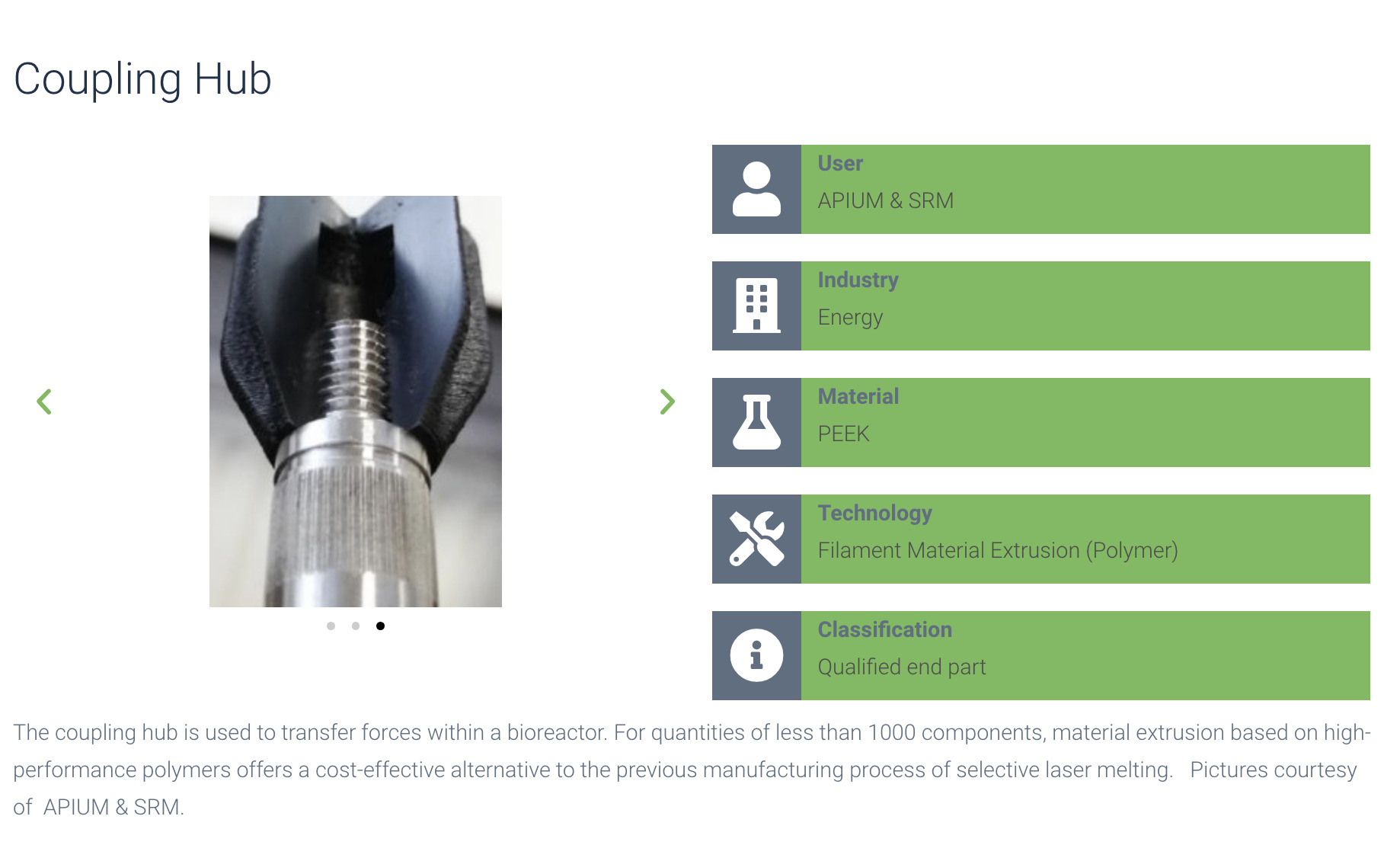 Coupling hub
Coupling hub
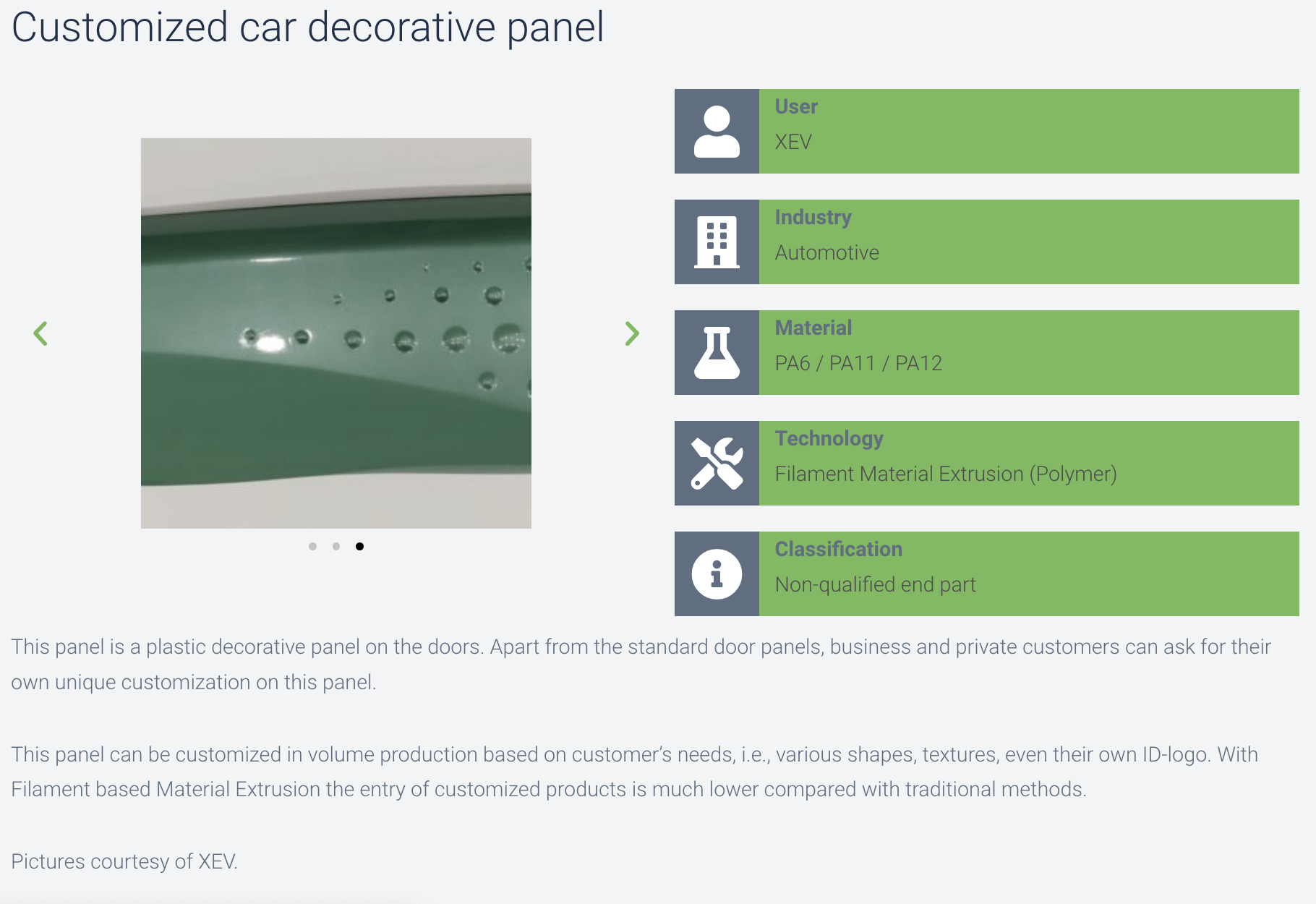
AM gives designers increased freedom of design when compared to conventional technologies such as casting or milling. The lack of design constraints requires that designers are familiar with design for AM guidelines and parts usually need to be redesigned according to the function of the part.
Popular examples include internal channels, thin walls and bionic designs.
Application example for increased design freedom: customized car panel
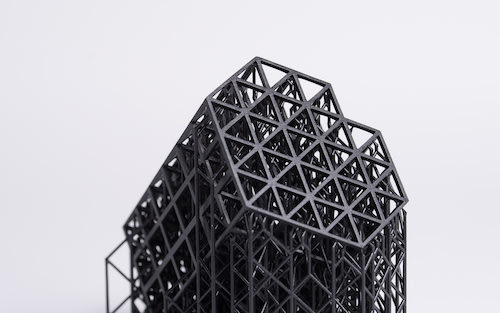
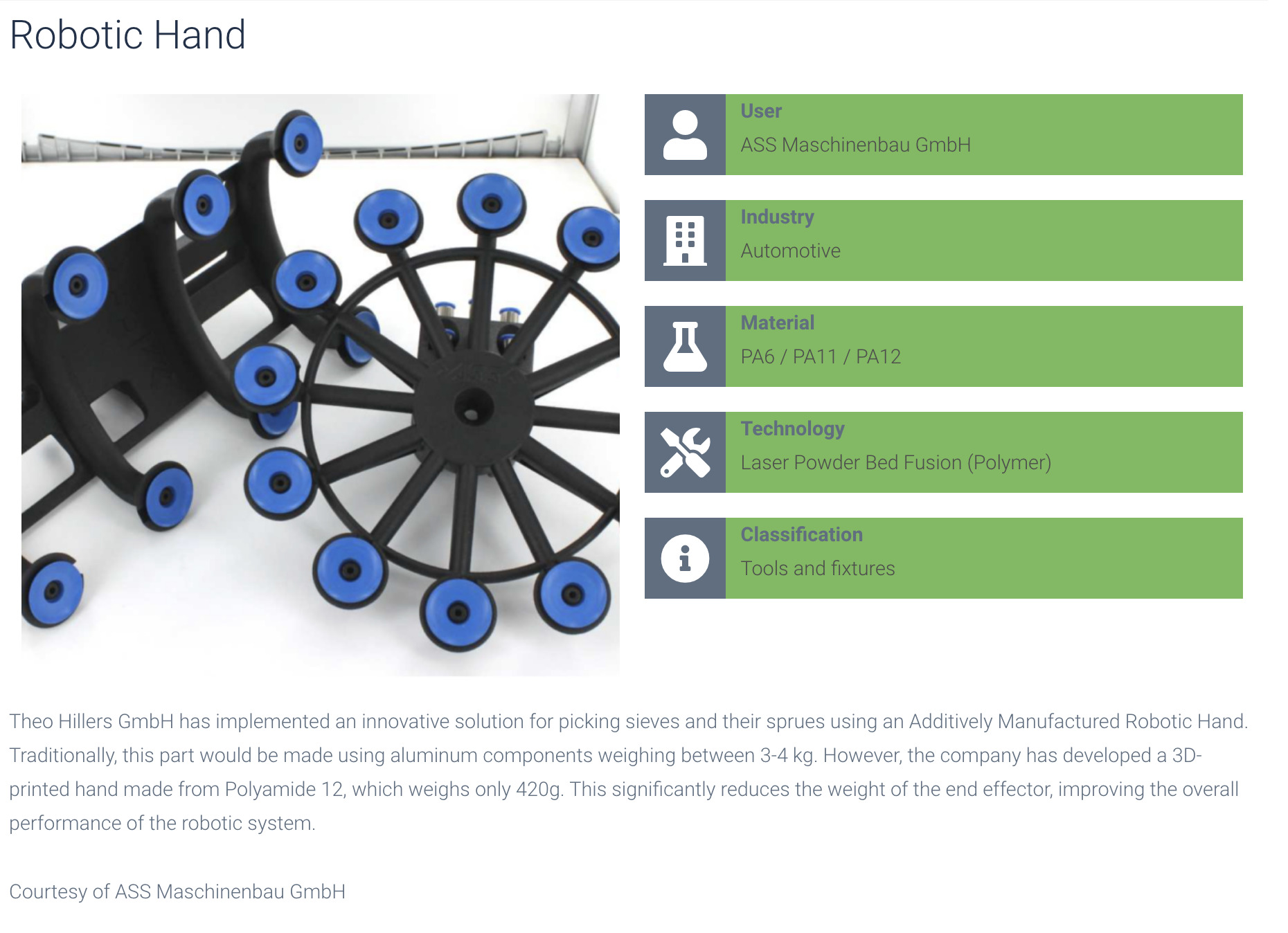
One common application of AM is to create lightweight designs. This can for example be achieved using design features such as lattice structures and by only adding material where it is needed.
Lightweight parts often come along with two benefits: Lightweight parts often provide a benefit for the end product, such as lighter airplanes using less fuel. In addition, lighter parts usually lead to shorter printing time and thus lower production cost.
Application example for lightweight design: Robotic hand
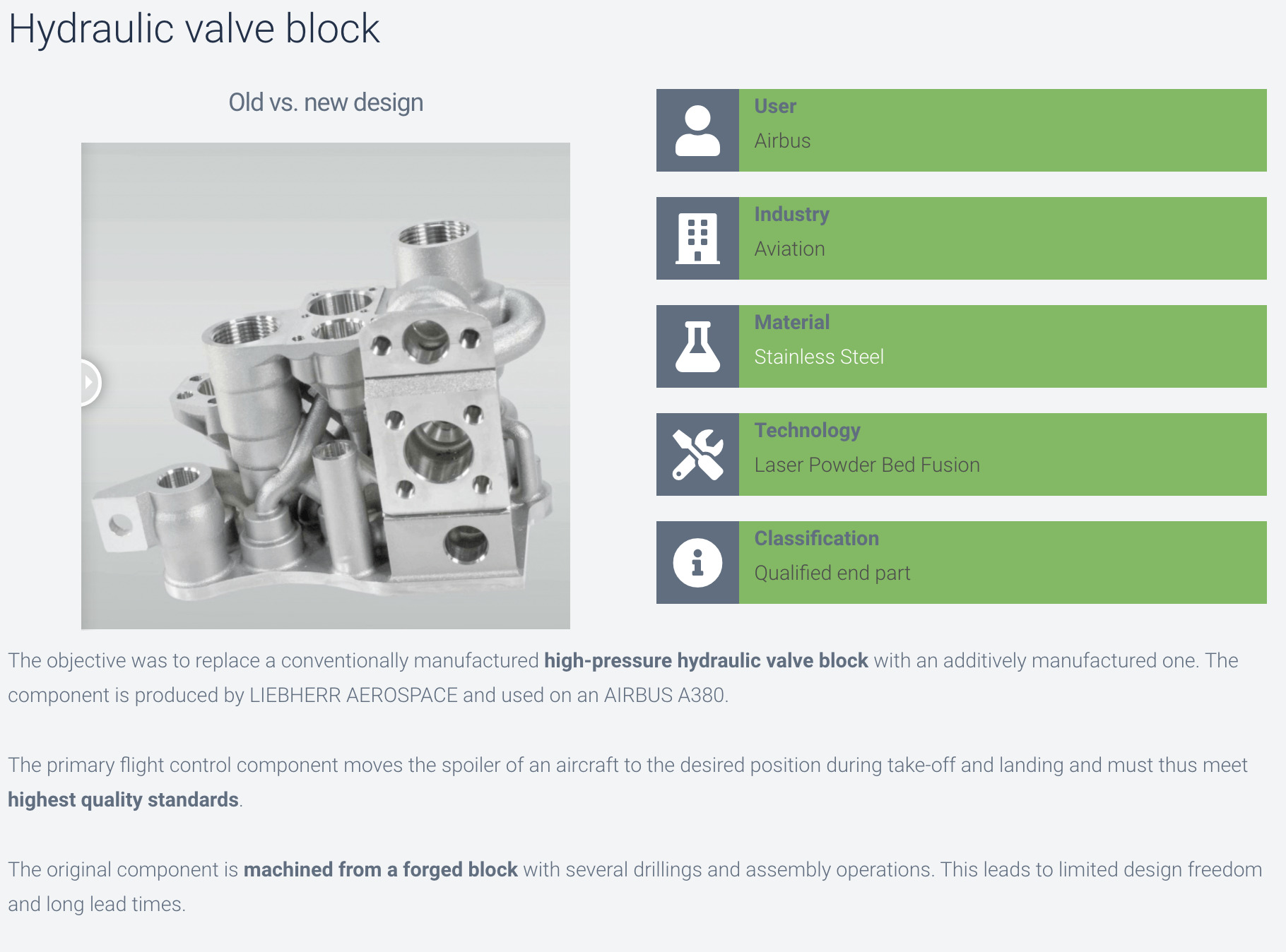
The increased freedom of design enables the integration of several parts into one. This usually leads to lower production costs, improved functionality and less complexity.
Application example for functional integration: Hydraulic valve block
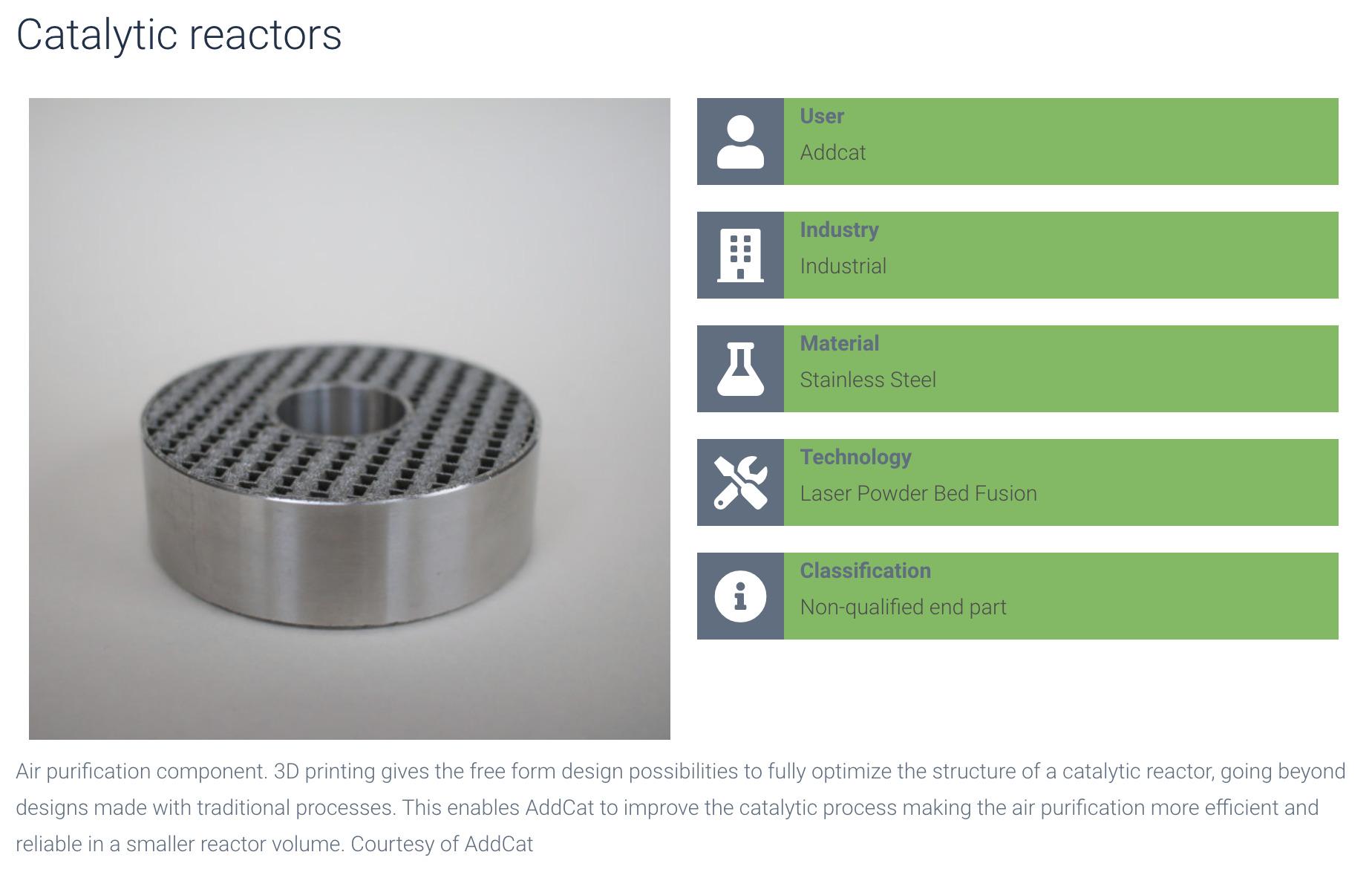
Additive Manufacturing can be used to increase the performance of a part.
This usually requires a complete re-design of the part according to its function. Popular examples include more fuel-efficient turbines or the increased performance of engines due to optimized cooling channels.
Application example for performance increase: Catalytic Reactors