Metal Binder Jetting
Binder Jetting – Enabling high volume production
The patents for Binder Jetting are as old as the ones from Laser Beam Powder Bed Fusion. However, in recent years, the technology is getting more attention due to several new players in the field who claim, Binder Jetting might enable large volume metal Additive Manufacturing production. In this section, you learn everything about the background and state of the art of this technology.

Technology principle
How does Binder Jetting work?
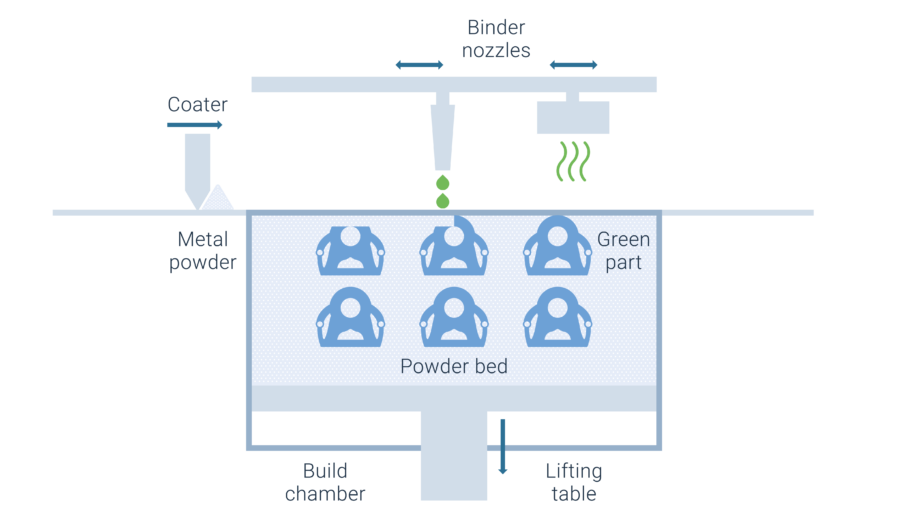
Binder Jetting is a powder based Additive Manufacturing technology in which a liquid polymer binder phase is selectively deposited onto the powder bed joining the metal particles and forming a green body.
The metal powder is applied to a build platform in a typical layer thickness of 50 µm to 75 µm. Subsequently a modified 2D print head ejects a binder liquid selectively into the powder bed. Depending on machine technology a hardening or curing process of the binder phase is performed in parallel for each layer and/or at the end of the whole build. During the in-situ curing process a heat source is used to solidify the binder and form a solid polymer – metal powder composite. Afterwards the build platform moves downward by the amount of one layer thickness and a new layer of powder is applied. Again, the liquid binder is deposited and hardened in the required regions of the next layer to form the green body. This process is repeated until the complete part is printed. After the complete printing process is finished the parts have to be removed from the “powder cake” meaning the surrounding loose but densified powder. To improve the removal of the excess powder from the green body often brushes or a blasting gun with air pressure are used.
To create a dense metal part the 3D printed green body has to be post-processed in a debinding and sintering process. Similar to the metal injection molding process BJT parts are placed in a high temperature furnace, where the binder is burnt out and the remaining metal particles are sintered together. The sintering results in densification of the 3D printed green body to a metal part with high densities of 97 % to 99,5%, dependent of the material.
Binder Jetting with single print head
In classic Binder Jetting systems such as the ones distributed by EXONE or DIGITAL METAL the liquid binding agent is selectively deposited with a single print head. Meaning the width of the print head does not cover the full width of the powder bed. Therefore, the print head moves multiple times in xy-direction over the powder bed to completely cover the printing area and distributing the polymer binder.
Binder Jetting with single pass jetting
The SINGLE PASS JETTING technology was developed by DESKTOP METAL and HEWLETT PACKARD. The width of the printing head covers the full width of the powder bed. When the printhead passes over the powder bed, binder is released from more than 30,000 small nozzles and the whole powder layer is selectively immersed in binder in one pass. The process is bi-directional which means that the binder deposition takes place in both moving directions of the printhead. With these modifications the printing speed is significantly increased.
A similarly fast technology is the METAL JET process by HEWLETT PACKARD. In a single pass, a liquid printing agent is applied to the powder layer and subsequently partially evaporated to form the binding polymer around the metal powder. After the completion of the print an additional curing to achieve the full green body stability is needed.
Binder Jetting with full layer jetting
3DEO combines the Binder Jetting process with a subsequent machining process. Different from conventional Binder Jetting processes, the binder is not only deposited selectively but onto the entire powder layer. After hardening of the complete layer, the part geometry is shaped through a milling process every couple of layers by cutting the part contour out of the binder powder composite.
Read more about this topic in the Metal Technologies Course.