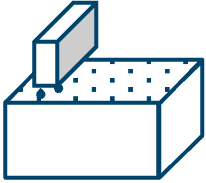
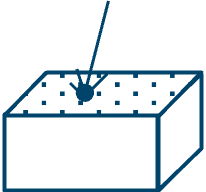
Process description:
A liquid bonding agent is selectively deposited to join powder materials.
Materials:
Metal and sand
Typical applications:
- Serial metal parts ≈500-20.000
- Printing of sand molds
AM process variants – a selected overview
- Binder Jetting (BJT)
- Multi Jet Fusion© (MJF)
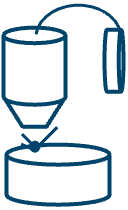
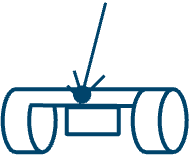
Process description:
A focused energy source used to fuse materials as they are being deposited.
Materials:
Metal
Typical applications:
- Repair/coating of shafts for oil & gas/heavy duty machinery
- Aviation Ti parts
AM process variants – a selected overview
- Laser Engineering Net Shape (LENS)
- Electron Beam Additive Manufacturing (EBAM)
- Rapid Plasma Deposition
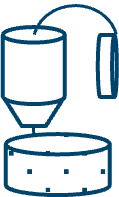
Process description:
Material is selectively dispensed through a nozzle or orifice.
Materials:
Metal, polymer and composite
Typical applications:
- 3D printing @ home
- High performance polymers (e.g. PEEK)
AM process variants – a selected overview
- Fused Deposition Modeling (FDM) – Polymer
- Arburg Plastic Freeforming (APF) – Polymer
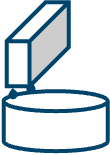
Process description:
Droplets of build material are selectively deposited.
Materials:
Metal, polymer and wax
Typical applications:
- Multicolor/-mate-rial prototypes
- Wax patterns for jewelry
- Molds for investmment casting
AM process variants – a selected overview
- Material Jetting (MJ) – Polymer
- Multi-Jet Modeling (MJM) (also: MultiJet Printing (MJP), PolyJet) – Polymer
- NanoParticle Jetting (NPJ) – Polymer
Process description:
Energy source selectively fuses regions of a powder bed.
Materials:
Metal and polymer
Typical applications:
- Polyamer prototypes
- Complex metal parts: Implants, fuel nozzle, turbine blades
AM process variants – a selected overview
- Laser-beam PBF of polymers (L-PBF) (also: Selective Laser Sintering (SLS)) – Polymer
- LB-PBF of metals (L-PBF) (also: Direct Metal Laser Sintering (DMLS), Selective Laser Melting (SLM), Laser Metal Fusion (LMF)) – Metal
- Electron beam PBF of metals (E-PBF) (also: Electron Beam Melting (EBM)) – Metal
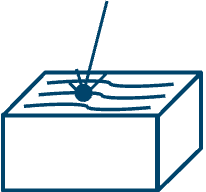
Process description:
Sheets of material are bonded to form a part.
Materials:
Composite, paper
Typical applications:
Full color paper prototypes
AM process variants – a selected overview
- Laminated Object Manufacturing
(LOM) – Other
Process description:
Liquid photopolymer in a vat is selectively cured by light-activated polymerization.
Materials:
Ceramic, photopolymer
Typical applications:
- Silicone hearing aids
- High surface finish prototypes
AM process variants – a selected overview
- Stereolithography (SLA) – Polymer
- Digital Light Processing (DLP) – Polymer
- Continuous Digital Light Processing (CLIP) – Polymer
- Lithography-based Ceramic – Ceramic Manufacturing (LCM) – Ceramic