Wire Arc Energy Deposition (ED)
Additive Manufacturing based on wire-based welding technology
Wire Arc Energy Deposition, also known as Wire Arc Additive Manufacturing (WAAM), is based on conventional wire based welding processes such as MIG, MAG and TIG welding. Due to its simplicity and low cost input material, the technology promises very high build rates at low cost. However, to achieve the full flexibility that Additive Manufacturing claims, further development efforts in data preparation are still necessary.

Technology principle
How does Wire Arc Energy Deposition work?
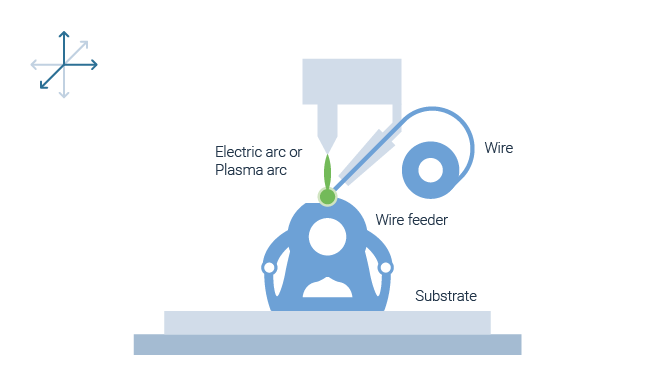
Wire Electric Arc and Wire Plasma Arc Deposition are Direct Energy Deposition processes based on conventional wire-based welding such as MIG, MAG, TIG and plasma welding. For Wire Arc Deposition, existing, off-the-shelf welding equipment can be used. The welding power is provided by an electric or plasma arc that melts the feedstock to create the weld bead. The wire is fed with a conventional wire-feeding system to the working area. The motion of the welding torch can be provided either by a robotic or a gantries system. An Additive Manufacturing process is achieved by welding beads next and on top of each other until a three-dimensional part is built in a desired geometry. Wire arc deposition technologies have a comparatively high deposition rates of material within the group of DED technologies. Wire Arc Deposition is almost always used to form near net-shape blanks.
Wire Electric Arc
A first type of machine technology is Wire Arc Deposition that can be further distinguished into processes that resemble MIG/MAG or TIG welding processes. Using the process type based on MIG/MAG welding, the wire functions as the consumable electrode that is passed coaxially through the welding torch. With ignition of the arc the tip of the wire melds of and drops into the meld pool on the workpiece surface. Unlike MIG or MAG, TIG based processes use a non-consumable electrode. The arc is created between the electrode and the workpiece surface while the wire is fed into the meld pool from the side. Therefore, an additional external wire-feed machine is required.
Wire Plasma Arc
The second process variant is Wire Plasma Arc Deposition in which a main arc is formed between a non-consumable tungsten electrode and the workpiece. The electrode is positioned within the plasma torch consisting of a nozzle through which a plasma gas, usually argon, passes and a collet for the electrode. Furthermore, a second so-called pilot arc, burns between the gas nozzle and the electrode. The argon is heated by the pilot arc until it converts into an ionized state. The welding wire is fed from the side by an external wire feed system. Due to the high energy plasma stabilizing the electric arc, very precise welding beads can be generated.
Read more about this topic in the Metal Technologies Course.